首次打印前需要对打印机做一些准备工作,例如线材装填,校准,装平台板等动作。下面详细对各准备项目做详细说明:
¶ 1.装耗材
1. 新耗材拆包后,用斜口钳剪去耗材前端的折弯部分。

2. 打开耗材舱,手动将丝料穿过舱内上方对应的丝料传感器,直至从导丝管另一端看到丝料。(注意标贴提示对应的喷头和孔位)。

3. 将喷头端导丝管延伸出的丝料,插入对应进丝口,推入送丝轮内,感受到一定阻力时即可, 或按压进丝把手,将丝料推入送丝轮内卡住。

4. 最后将丝料放入耗材舱,然后将随机附赠的干燥剂放在料仓下方的卡槽内,每个耗材舱可以放3包干燥剂。[注:为方便耗材转动顺畅,对应左喷嘴的丝料放置时按顺时针方向捋顺丝料,对应右喷嘴的丝料放置时按逆时针方向捋顺丝料]
注意:干燥剂放入后,建议每2周更换一次。

5. 取下温湿度计,装入型号LR44纽扣电池,装上盖子,打开开关,然后把温湿度计装入耗材舱内,最后将耗材舱盖子盖上。
注意:1.请观察湿度计读数,稳定后的湿度显示低于15%后,打印品质更佳;尤其双头打印时务必确保湿度低于15%,如果湿度稳定后高于20%,请更换干燥剂。2.因航运安全问题,纽扣电池需要用户自行购买。


6. 耗材和干燥剂装填完成后,在主界面点选 [![]() ]图标,进入进退丝界面如下图:
]图标,进入进退丝界面如下图:

7. 点选进丝图标[![]() ] 然后选择左喷头,再选择要载入的耗材后,最后点选开始按钮;
] 然后选择左喷头,再选择要载入的耗材后,最后点选开始按钮;


8. 点选开始后,打印头开始加热,直到目标温度;

9. 温度达到目标温度后,设备开始进丝,进丝界面如下图示;

10. 设备自动进丝一段时间后,会自动停下来显示进丝完成。当喷嘴有丝料大量流出时,进丝完成;

11. 左喷头进丝完成后,选择右喷头菜单,重复上面7-10步骤,完成右喷头的进丝。
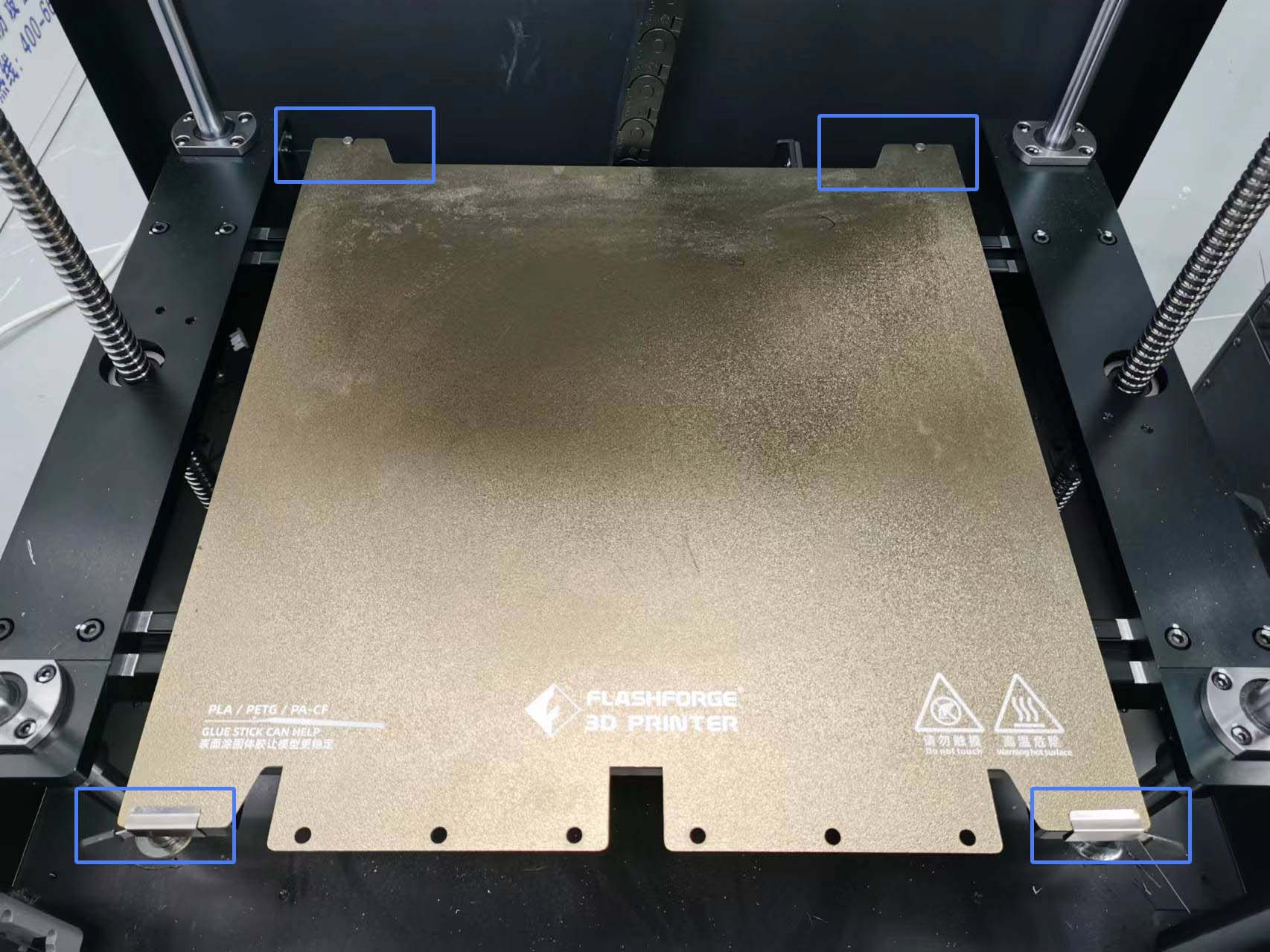
¶ 2.放置PEI柔性平台
随机黄色PEI板已经装好。为了避免运输过程中导致松脱,请确认后方的平台有卡到定位柱和前面的卡夹有夹好。
¶ 3.校准
校准前请确认打印平台有放置完好,没有脱落和翘曲的情形出现,确认打印头尖端无耗材或者其他异物残留。
1. Z轴校准。在主界面选择 [![]() ]校准图标,进入校准界面;
]校准图标,进入校准界面;

2. 进入校准界面后,在触控屏上点击图标[![]() ] 进入“自动Z轴校准”,点击[开始], 打印机会自动校准喷头与平台的Z轴间距以及左右喷嘴的高度差。
] 进入“自动Z轴校准”,点击[开始], 打印机会自动校准喷头与平台的Z轴间距以及左右喷嘴的高度差。

3. 点击开始后,打印机会自动完成左右头的Z轴校准,校准过程会持续1-2分钟,请耐心等待,校准完成后会显示以下正常画面,即完成Z轴校准。

4. 平面度校准。完成Z轴校准后,选择调平图标 [![]() ] ,然后开启“应用调平数据”,并点击开始按钮;
] ,然后开启“应用调平数据”,并点击开始按钮;
注意:“每次打印前进行调平”可以不勾选。如果想要得到每次打印前的即时数据,可以开启该按钮。

5. 点选开始按钮后,打印机会依照设定的顺序对分布的25点进行逐点测试,相关画面如下;

6. 6.打印机测试完所有的点后,出现如下画面,完成打印平台调平;

7. XY轴校准 XY轴的校准一般在双头打印时必须进行校准,否则会出现X/Y向的偏移打印品质不良。偏移过多时会出现撞击模型的故障发生。如果选择单头打印,该项可以不做。
在校准界面选择XY轴校准图标 [![]() ], 然后点击[开始]后,打印机会自动加温;
], 然后点击[开始]后,打印机会自动加温;

8. 8.到达目标温度后左右喷嘴会在XY方向上各打印一条测试线。如下图:
注意:X,Y轴的划线是依照左边喷头打印的为基准,调整右边喷头打印的线段与左边喷头打印的线段对齐。
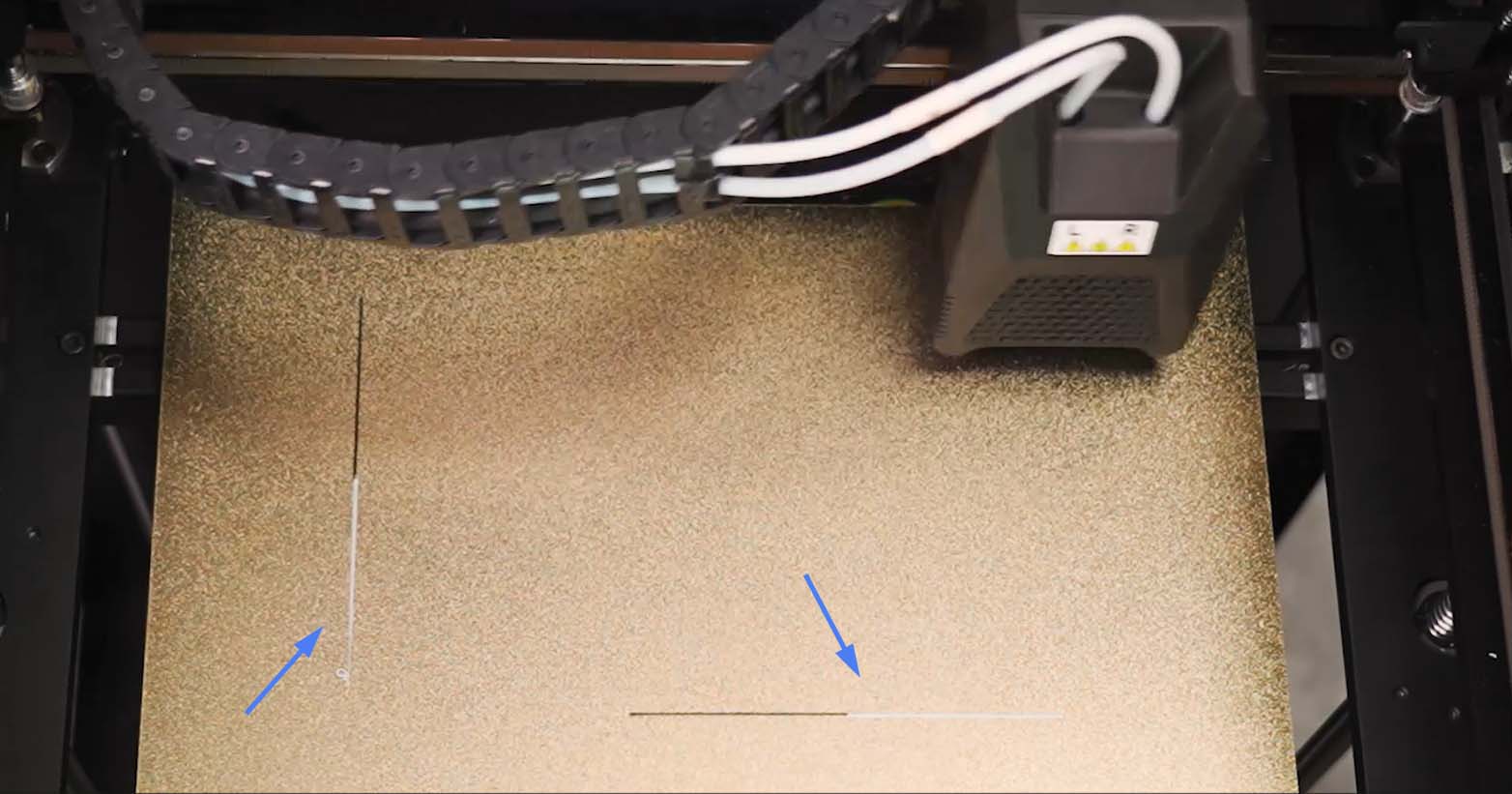
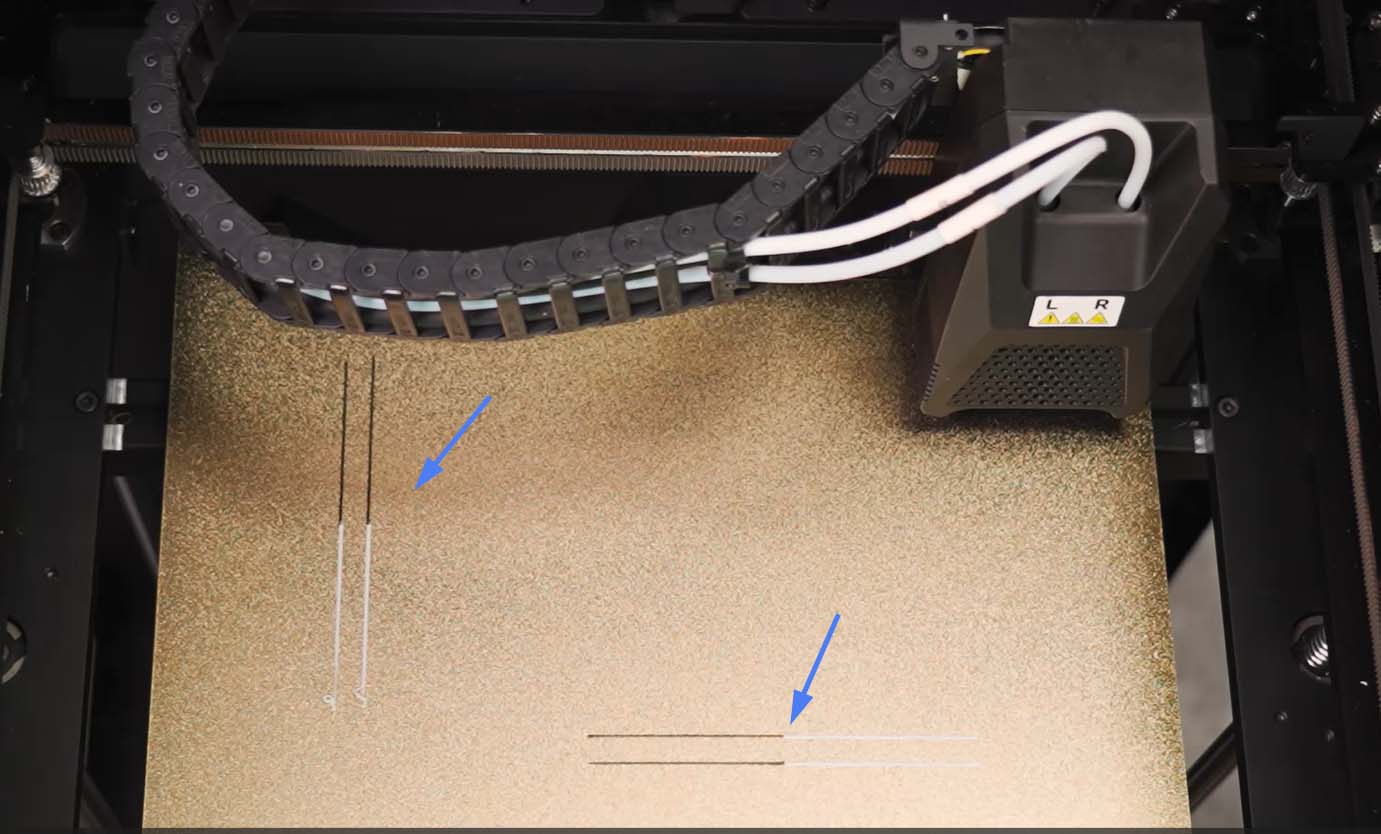
9. 9.打印完成后,可以用尺子测量实际打印同方向两条线的偏差距离。将打印的测试线与屏幕上的示例进行比较。对照示例的提示进行右喷嘴XY间距的调整。

10. 10.数据调整完成后,点选“验证”按钮,打印机会重新打印两条线段,确认两条线段重合后,点选“完成”按钮,数据被系统保存,完成XY轴的校准。
11. 振动测试 点选图示振动按钮 [![]() ] 点击开始。
] 点击开始。
做振动测试时注意以下事项:1.测试前请确保机器四个脚轮已锁好;2.校准过程中请勿操作/碰撞机器;3.校准过程中产生的振动及声响是正常现象;4.自动开始校准后无法取消。

12. 开始校准时X,Y轴马达会开始高低频率运行,相关界面如下;

13. 倒计时结束后,振动校准完成,相关画面如下;

至此,打印前的准备工作已经全部就绪,接下来您可以尝试打印打印机里的DEMO文件。