¶ 前言
金刚狼 5系列机型支持多材料混合打印,相较于单头多材料打印机型在效率、材料损耗上都具有优势,同时衍生出了一些新的打印场景。本指南旨在帮助用户减少打印缺陷,提高打印成功率,更好的利用多头优势完成每一次打印。
¶ PLA与PETG互为支撑打印
1、耗材准备
烘干
虽然PLA 和PETG通常不需要特意烘干后打印,但为了提高打印质量,减少换头过程中的漏料、拉丝等问题,建议打印前对材料进行烘干处理。
防潮
烘干是将水分从耗材中去除,但暴露在潮湿的环境中材料就会重新获得水分,建议在烘干后进行必要的防潮处理,可以使用带有干燥剂的密封料筒或者使用闪铸的专用耗材烘干设备FDS进行边烘干边打印。
2、打印参数设置
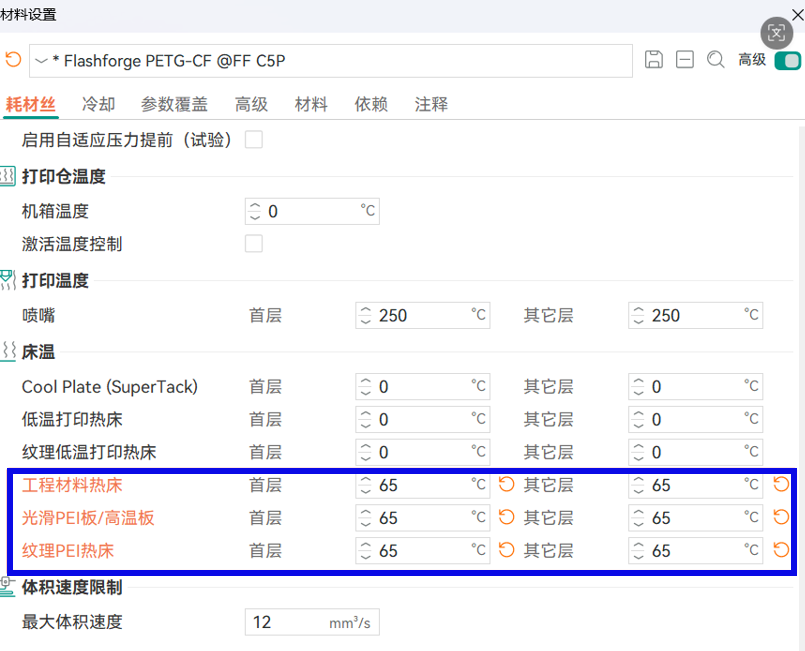
由于PLA 和PETG不同的热变形温度,对平台的材质和温度有不同的要求,为了降低堵头和翘边的风险建议将平台温度设置为60℃-65℃。封闭型机型如C5P由于热量会在腔体内聚积,建议根据实际环境温度打开设备上盖和前门、开启自动排风以调节腔内温度。开放式机型如C5可以根据情况适当提高平台温度以获得更好的首层粘附性。
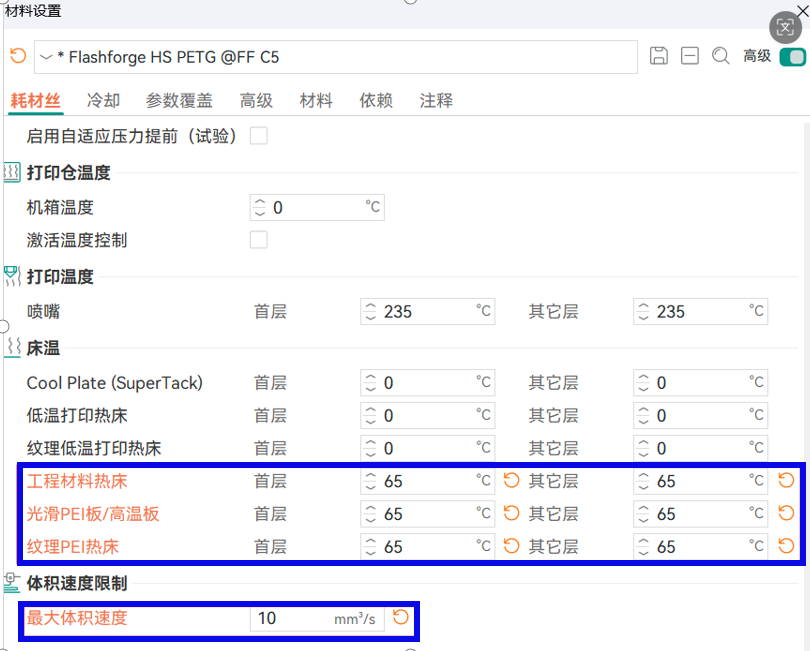
PLA做为模型主体材料时,喷嘴温度可以适当提高到225℃-230℃以提升与PETG必要的粘附性,降低主体材料从支撑材料PETG上滑落的风险。PETG适当提高温度有助于更好的黏附。此外,建议在选择PETG类型材料时首选与PLA温度更为接近的HS PETG作为支撑材料。

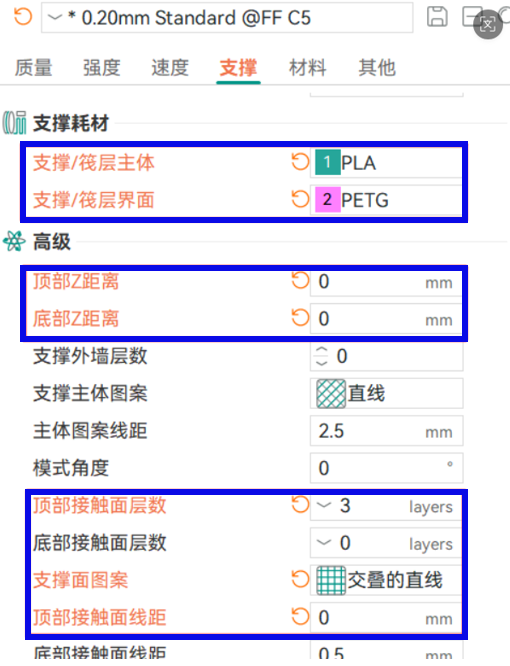
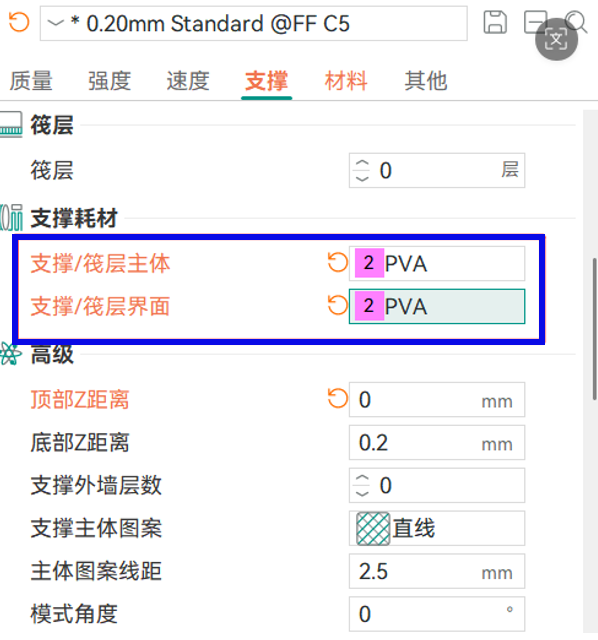
除了平台和材料挤出温度外,修改支撑参数将获得更好的支撑面效果。这里以PLA为模型主体,PETG作为支撑材料举例:
3、其它建议
由于支撑材料和模型材料的互粘性没有用同一种材料好,且单独使用一种支撑材料作为支撑主体和接触面会增加更多的换头次数,一般建议仅筏层/支撑界面层用不同材料做支撑。
¶ 软硬料混合打印(实验性功能)
1、耗材准备
由于软料通常容易吸水,因此需要做必要的烘干和防潮处理,使用带烘干功能的料盒能够最大程度的保持打印过程中的材料干燥度。
2、机器准备
封闭式机型如C5P,需移除顶部密封罩打开前门,降低由于平台热辐射产生的热量聚积。软料与挤出通道具有更大的摩擦系数和变形风险,请尽量减少整个送料链路中的阻力,包括但不限于使用料筒而非挂架、使用更短的铁氟龙管或直接从喷头上插入材料、使用更大口径的喷嘴。请在打印板上涂抹专用的胶水以避免软料与打印板粘的过牢。
3、打印参数设置
请关闭所有腔体加热选项,并且将参与打印的材料预设平台温度统一调整到低于70℃。
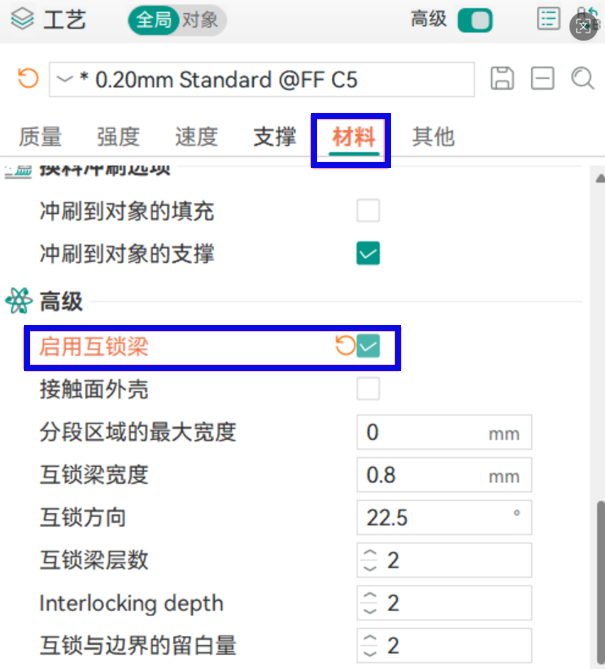
4、开启互锁梁
为了改善不同材料之间的粘结性,可以开启互锁梁功能。使用时,请确保用于互锁的两种材料对应的模型特征属于一个模型(或组合体),而非两个独立个体。
如下左图所示,独立个体将无法产生互锁效果,并且会有其它错误产生:
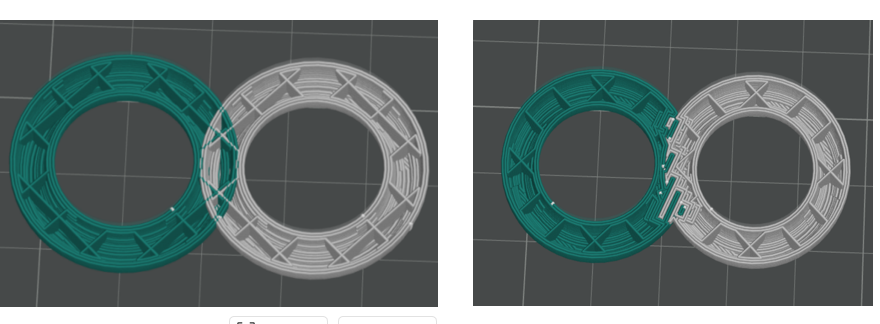
正确处理模型并开启互锁梁功能后将呈现右图的连接样式。
开启路径:工艺--材料--高级--互锁梁
¶ 专用支撑料打印
1、耗材准备
支撑材料通常比较容易吸水,必须提前烘干并在打印过程中持续保持干燥状态,建议使用烘干料盒进行打印,以保持最佳效果。
2、机器准备
当使用PVA这类支撑材料时,随着模型的高度和打印时长的增加支撑材料在环境中暴露的时间也变长,增加了吸水变软导致打印失败的风险,请尽量保持打印材料和腔内湿度处于较低水平。不建议开放式机型打印较高的可溶性支撑材料结构,而是选择易剥离类型支撑。
3、打印参数设置
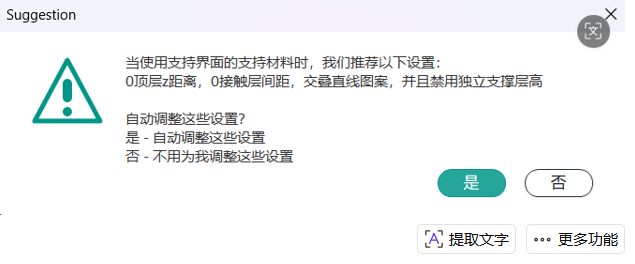
支撑界面选择相应的支撑材料时,切片软件将会自动启用支撑材料的专属修改,同时也可进行自定义调整。
3、注意点
PVA或BVOH材料通常具有较差的层间粘合力,建议以相对较低的速度打印,支撑样式建议使用普通样式而非树状,支撑主体和界面层建议用同一种支撑材料,由于支撑材料与模型主体材料的粘附性较差,如果仅作为界面层易发生模型滑落的情况。
¶ 其它材料混打
1、耗材分类
高温耗材
为保障必要的层间结合强度,减少内应力等,此类耗材需以尽可能高的腔体温度打印。常见高温耗材包括:ABS、ASA、PPS、PPS-CF、PPA-CF、PPA-GF、ABS-GF、ASA-CF、PC、PA、PA-CF、PET-CF
中温耗材
该类耗材兼具优异耐温特性,无需开启腔体加热即可实现优质打印效果。常见中温耗材包括:HIPS、PE-CF、PP-CF、PP-GF、PHA、PE、PP、EVA
低温耗材
由于其热变形温度较低,当腔体温度高于 45℃ 时,可能导致耗材在挤出机或热端内软化变形,进而引发堵塞风险。因此,此类耗材严禁在高温腔体环境下使用。
常见低温耗材包括:PLA、PETG、PETG-CF、TPU、PLA-CF、PLA-Aero、PVA、BVOH
2、注意要点
·尽量选择同类腔温需求的材料混打,如需要不同温度混打,请严格按照建议的设置进行打印,比如TPU和其它材料混打时,应参照软硬料混打注意事项。