¶ 1. 打印中模型缺丝

原因 1: 线材中有杂质或模型打印温度与线材温度不匹配
解决对策:
- 更换一卷耗材
- 请根据线材盒上的建议温度设置正确的打印温度。
原因 2: 喷嘴上有碳化丝堆积
判断喷嘴碳化方法: 手动送料时,挤出的长丝直径小于0.45mm。正常直径为0.5±0.03mm左右。
解决对策: 更换新的打印头/或者执行喷嘴冷拔操作;
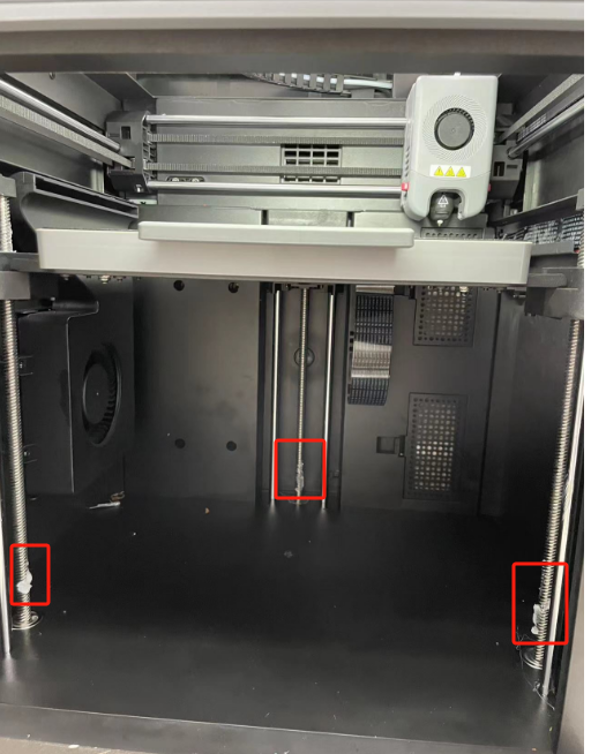
¶ 2. 打印模型Z轴层纹

原因 1: Z轴移动卡滞。
现象: z轴上下运动时出现异常噪音或卡壳。
处理对策: 在z轴丝杠上涂上润滑脂。
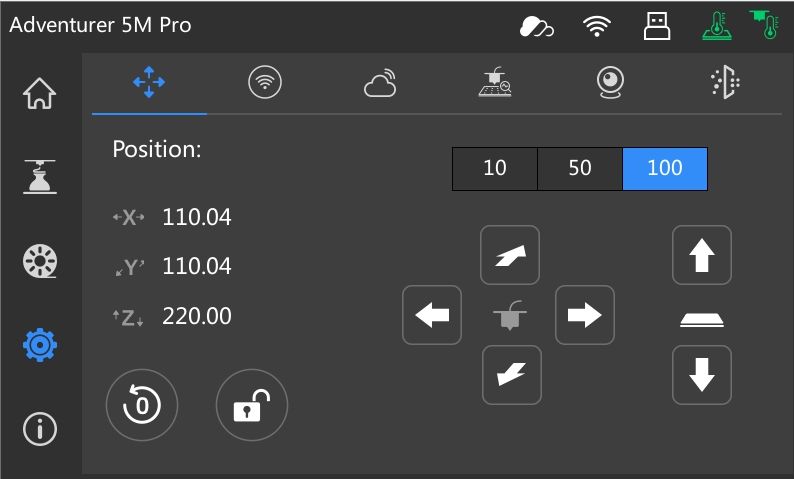
- 步骤1: 打开润滑脂袋,并执行XYZ回零。
 |
 |
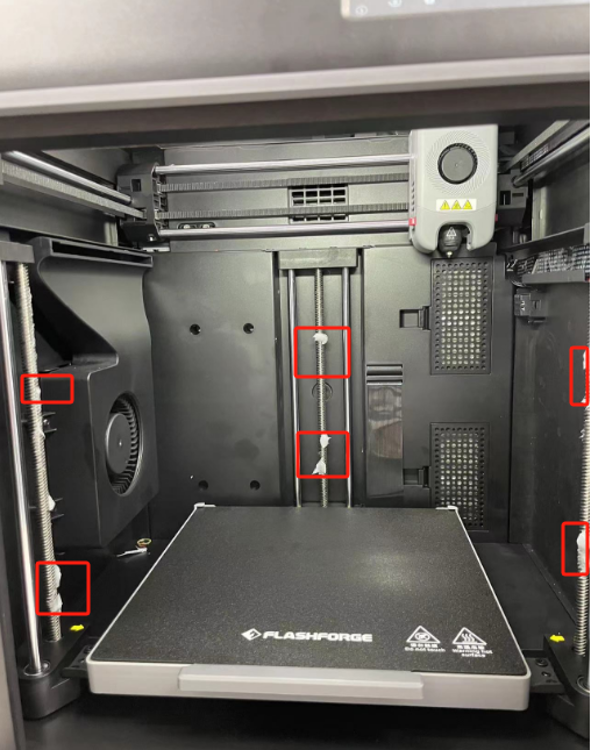
- 步骤 2: 在z轴丝杠上涂上润滑脂,确保均匀覆盖。
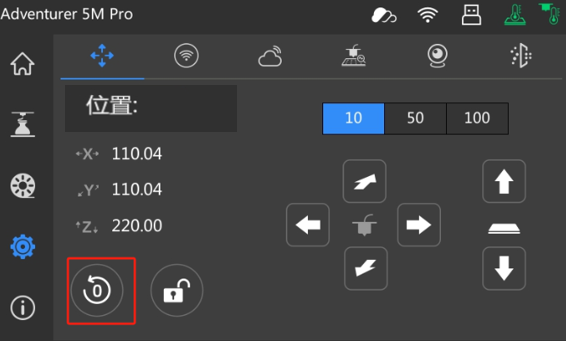
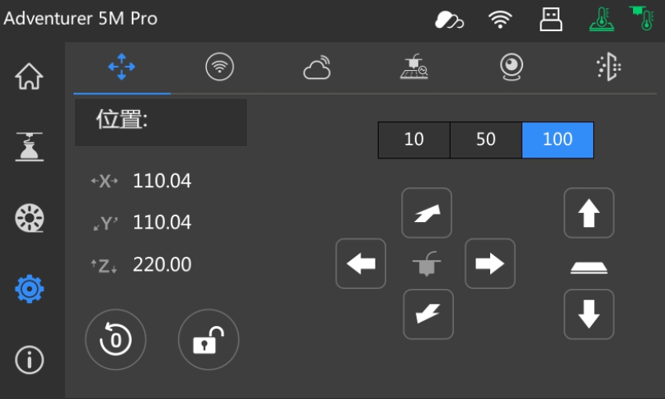
- 步骤 3: 点选移动打印平台(选择100行程, 并移动2次)。
-
步骤 4: 在打印平台下端的Z轴丝杆上油。
-
步骤 5: 点击回零按钮,上下移动几次,确保使油脂均匀分布在整个丝杠上。
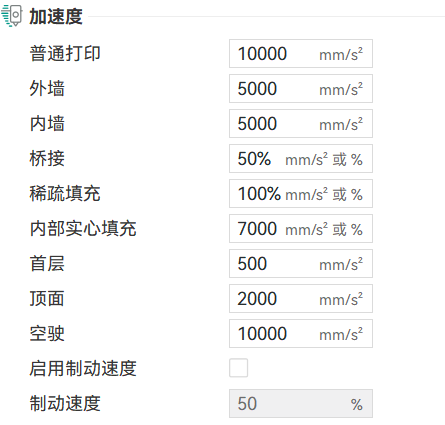
¶ 3. 鬼影和震纹

原因1: 皮带张力不足
处理对策 1:
- 步骤 1: 张紧皮带
- 步骤 2: 重新进行调平校准和振动补偿。
处理对策 2:
- 用Orca-flashforge降低加速度: 速度 → 加速度 → 正常打印。
¶ 4. 悬垂
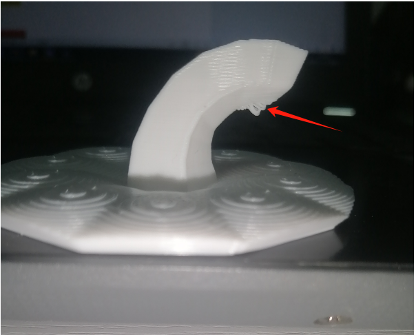
原因 1: 模型有大角度悬垂
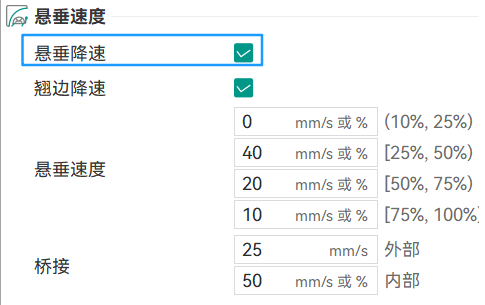
处理对策 1: 在orca-flashforge中启用“悬垂降速”
处理对策 2: 在倾角大于30°的悬垂处增加支架。
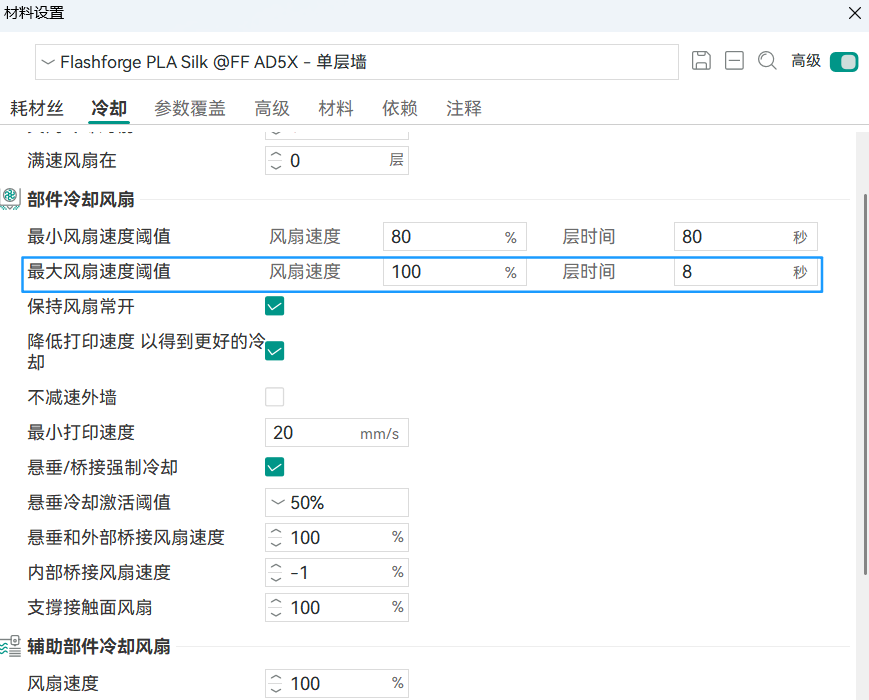
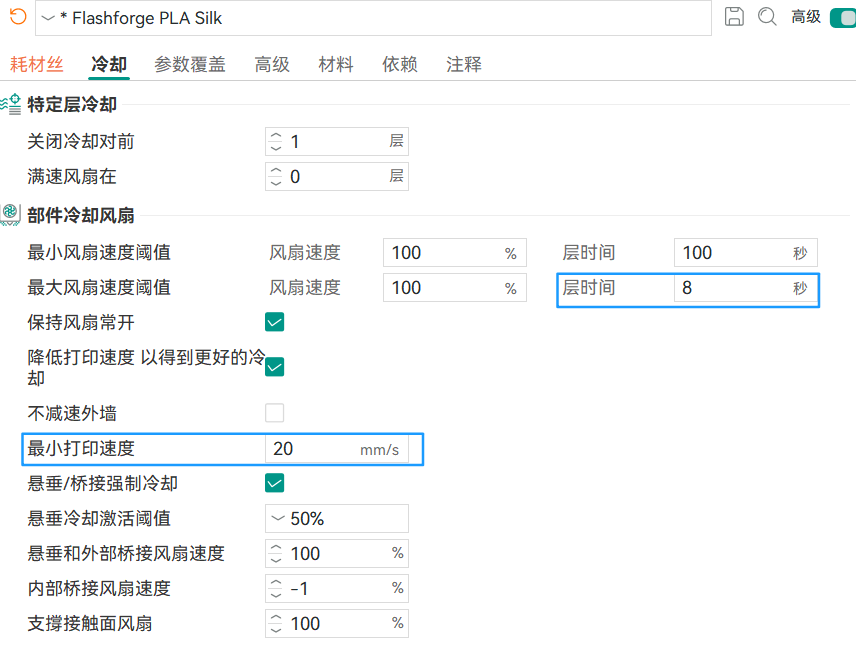
处理对策 3: 增加冷却风扇层时间,Orca-flashforge内降低最低打印速度。
原因 2: 冷却风扇故障。
处理对策: 更换涡轮风扇。有关更换涡轮风扇的说明,请参阅视频。
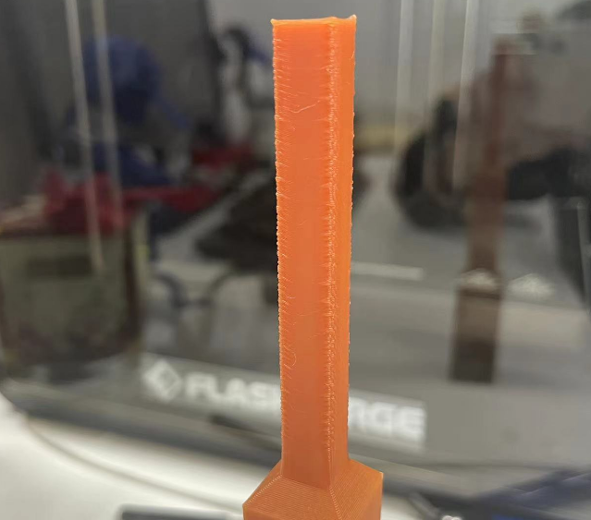
¶ 5. 拉丝
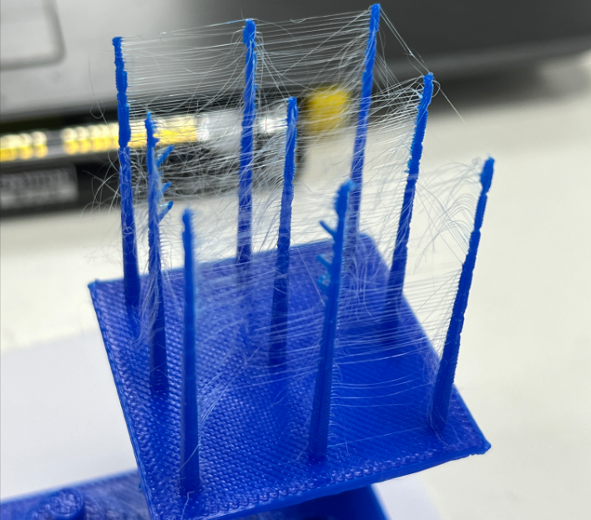
原因 1: 材料受潮。吸收了水分的长丝会变脆,容易断裂(特别是PLA, PETG和PLA- cf)。
处理对策 : 干燥或更换新拆封的丝料。
原因 2: 回抽不足
处理对对策: 使用Orca-flashforge适当增加回抽量和回抽速度,启用“换层时回抽”和“回抽时擦拭”。

原因 3: 温度设置不合适
处理对策: 调节挤出机温度。
¶ 6. 使用FlashPrint5切片打印时,在拐角区域打印粗糙
原因: 模型打印速度太快, 冷却不充分。
处理对策 1: 在切片时降低打印速度。
处理对策 2: 调整切片中的“最大风扇速度阈值”,使打印机在模型层数较小时自动减速。