¶ Q1.喷嘴堵头怎么办?
故障排除:
排查1::手动按压喷头处的把手,切断丝料,然后拔出导丝管,查看丝料头部是否平整。若不是,剪平整后将导丝管与丝料装入喷头,再点击进丝查看。
排查2:拆卸下喷头,查看喷头处丝料是否堵住。
¶ Q2.如何更换喷嘴?
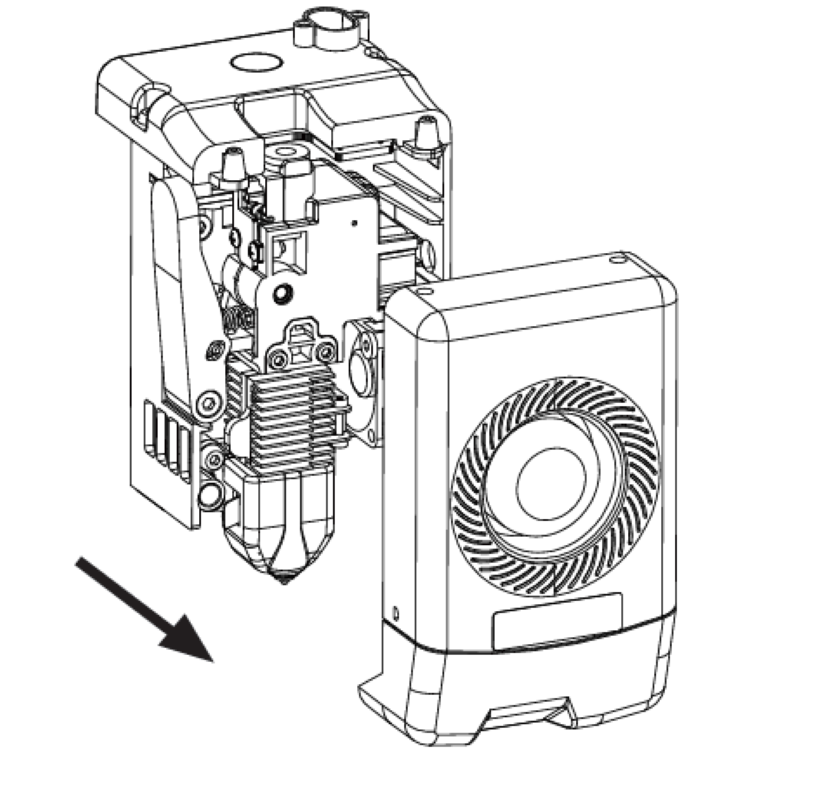
喷头内部有丝料时,请先退出丝料,或者手动切断丝料。然后按以下步骤操作:
- 先取下喷头前壳。
- 再取下保温硅胶套。
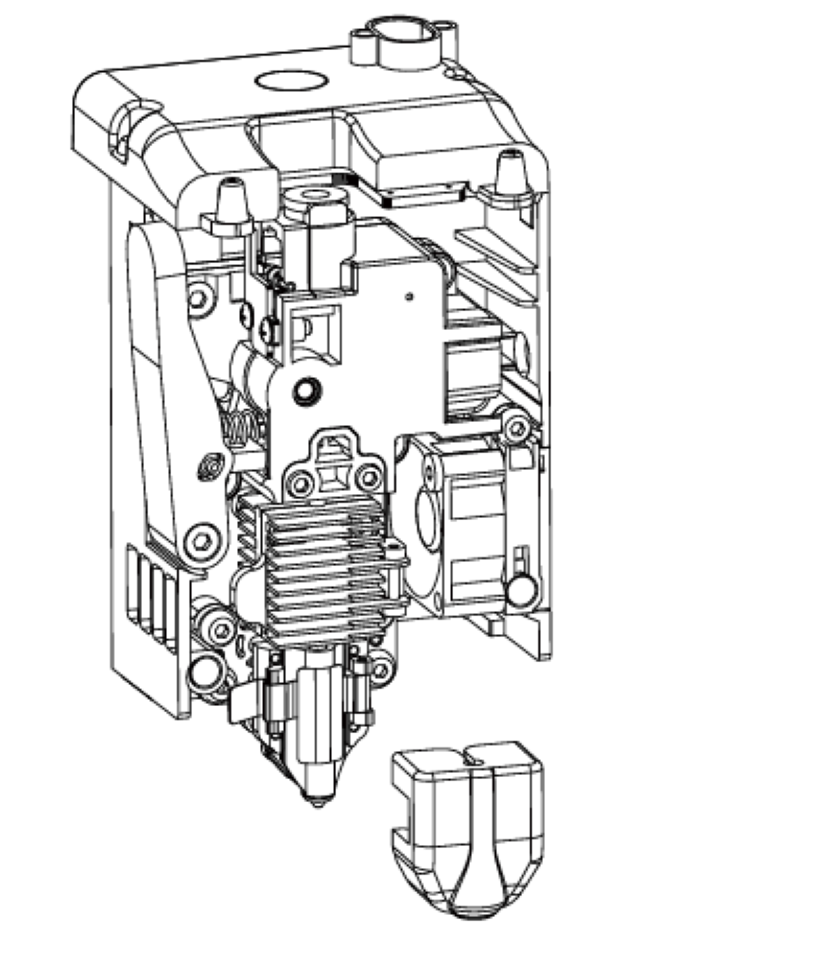
- 打开散热器固定扣。
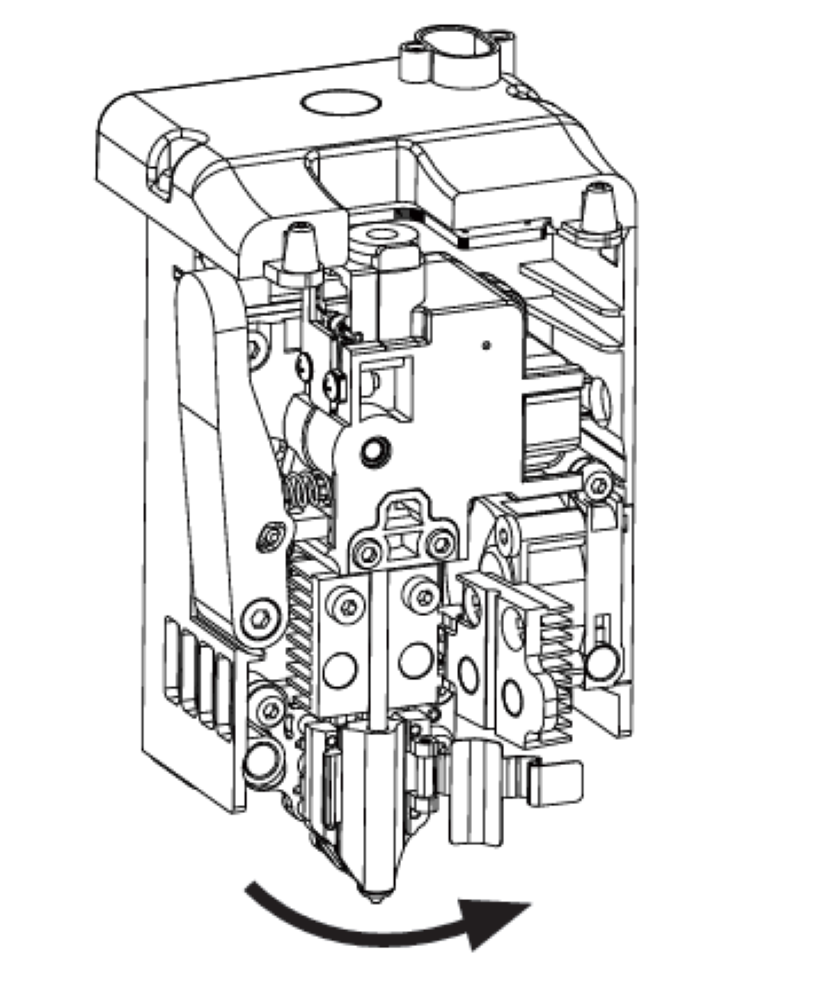
- 最后取下喷嘴。
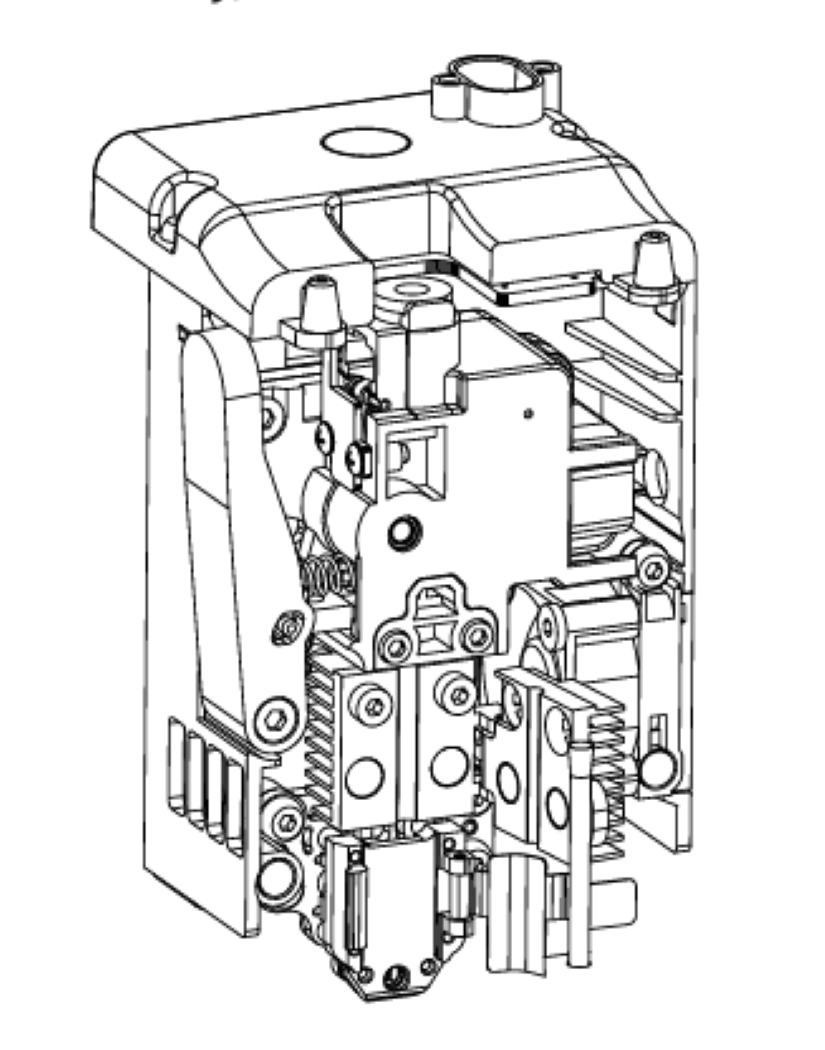
重新安装回喷头时需要注意喷嘴对位,是否扣紧,并且装回保温硅胶套。喷嘴更换完成之后,需要执行一次喷嘴温度校准以及调平校准。
¶ Q3.更换喷嘴后需要调平校准吗?
需要执行自动调平。喷头安装可能会产生微小误差,为保证打印质量,建议进行调平校准。设备每次打
印前默认勾选调平操作。需要进行一次新喷嘴的温度校准。
¶ Q4.点击打印模型,喷头运动,但打印一开始就没有出丝怎么办?
- 观察导丝管,确认丝料是否已进入喷头,若无,请再点击进丝按钮,直至丝料从喷头中吐出。
- 查看喷头是否堵头,若是,解决方案请查看Q1。
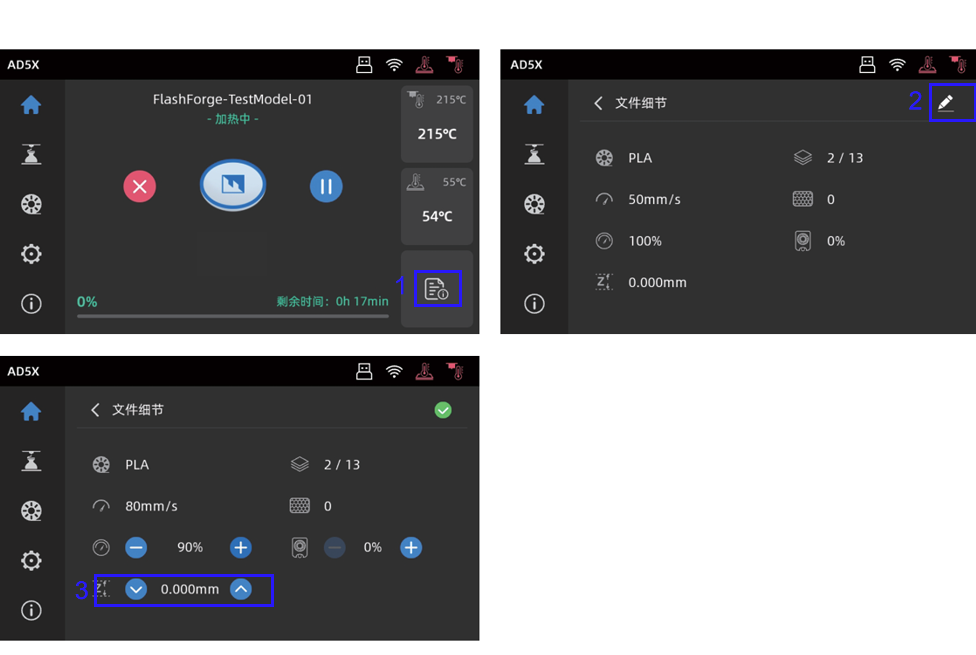
¶ Q5.打印时发现喷嘴与平台相对位置过高(远离平台)或过低(顶到平台)怎么办?如何调整?
请先确认打印平台是否安装到位以及喷嘴上是否有过多残料,若存在以上问题请先处理上述问题,然后进入设置页面,选择调平选项,执行自动调平或开启打印前自动调平。若调平后,发现是整体幅面上由于喷嘴与平台距离过近或者过远而导致的打印不良,可在打印首层时,点击界面的下图“文件”图标,进行z 轴补偿“z"平台距离过远,点击向上箭头,平台距离过近,则点击向下箭头。
¶ Q6.可以使用其他品牌的耗材吗?
可以使用其他品牌耗材,但由于不同材料参数温度略有区别,需要经过参数调整配置。
¶ Q7. 打印模型发生翘边或粘不牢现象怎么办?
方案1:增加平台温度可有效缓解此问题,高温可增加平台与模型的粘附力。
方案2:模型切片时选择添加帽檐(brim)可有效缓解此问题。
方案3:涂抹胶水。
方案4:清洗平台板,去除油污。
方案5:确认平台是否放平。可使用调平校准功能。
¶ Q8. 插入U盘后找不到打印文件,屏幕显示全为文件夹怎么办?
U盘格式不正确,设备支持FAT32格式的文件系统,请将U盘格式化成FAT32格式。
¶ Q9. Wi-Fi连接不上怎么办?
- 请检查Wi-Fi名称是否含有特殊字符,如果有,请修改之后再次尝试。
- 请检查密码是否含有特殊字符,如果有,请修改之后再次尝试。
¶ Q10. 更新固件注意事项。
请不要在下载或更新固件时断电断网,防止更新失败。
¶ Q11.为什么开机屏幕白屏?
如果听到开机声音,请更换屏幕或者排线;否则请联系售后人员。
¶ Q12.AD5X打印TPU需要烘干吗?打印时的湿度控制范围是多少?
是的,需要烘干。TPU受潮可能导致印刷失败,建议在干燥箱中印刷。
干燥箱内湿度应控制在15%以下。如果湿度超过15%,请及时更换干燥剂
请认真查看下面的图片:
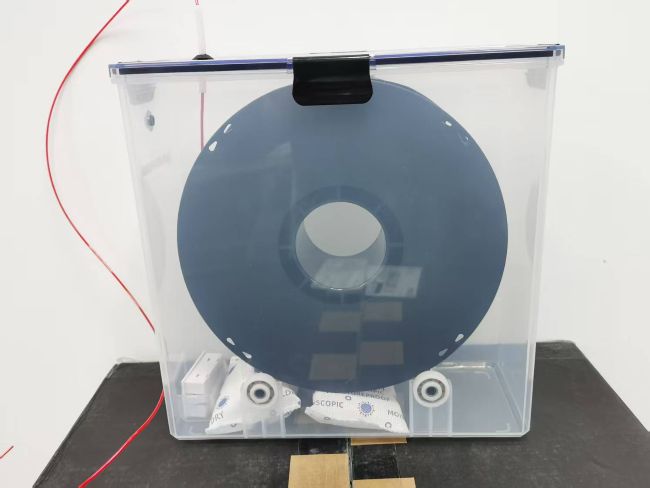

注意:
建议将TPU放入干燥箱前进行干燥处理。
干燥条件:温度70摄氏度,干燥时间8小时。
¶ Q13.AD5X支持哪些类型的TPU材料?
AD5X现在可以打印64D型号的TPU.