¶ 1. 打印中模型缺丝

原因 1: 线材中有杂质或模型打印温度与线材温度不匹配
解决对策:
- 更换一卷耗材
- 请根据线材盒上的建议温度设置正确的打印温度。
原因 2: 喷嘴上有碳化丝堆积
判断喷嘴碳化方法: 手动送料时,挤出的长丝直径小于0.45mm。正常直径为0.5±0.03mm左右。
解决对策: 更换新的打印头/或者执行喷嘴冷拔操作;
¶ 2. 打印模型Z轴层纹

原因 1: Z轴移动卡滞。
现象: z轴上下运动时出现异常噪音或卡壳。
处理对策: 在z轴丝杠上涂上润滑脂。
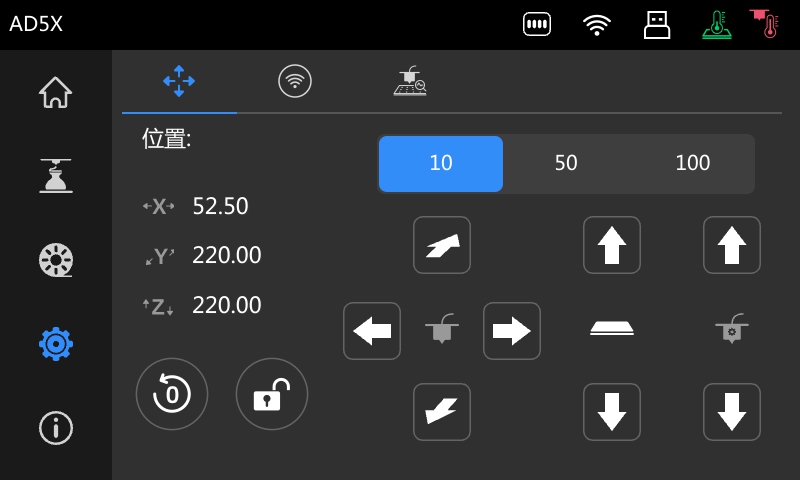
- 步骤1: 打开润滑脂袋,并执行XYZ回零。
|

| |
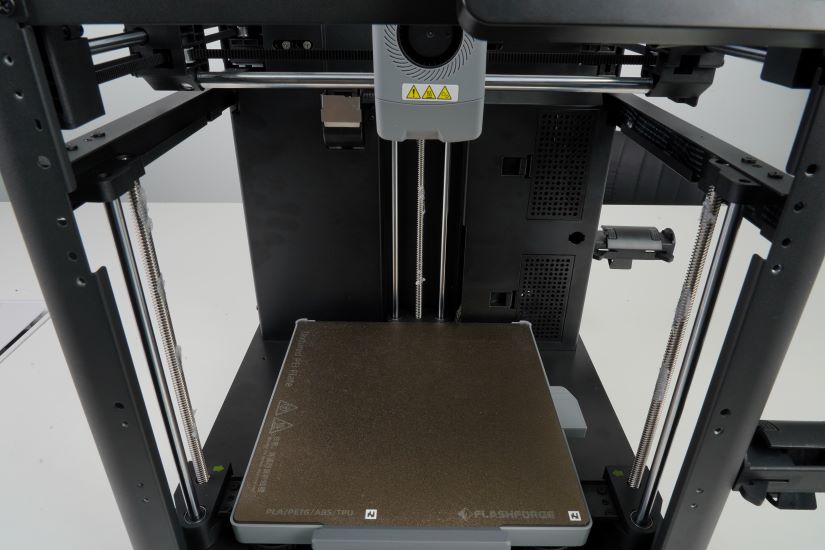
- 步骤 2: 在z轴丝杠上涂上润滑脂,确保均匀覆盖。
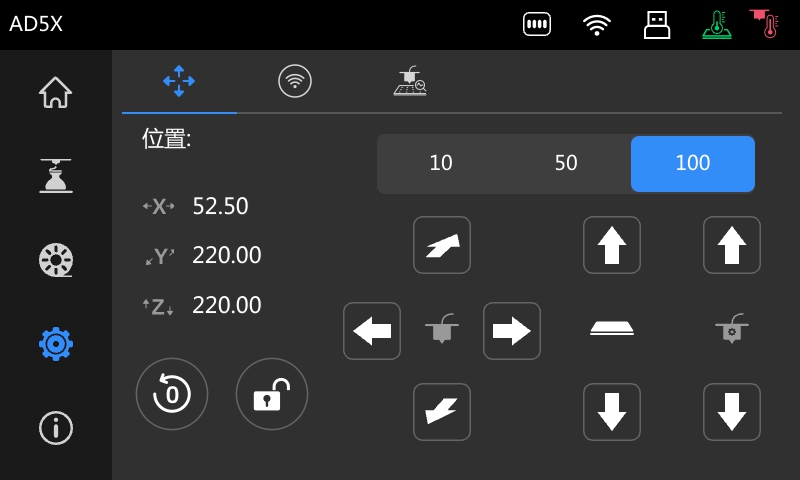
- 步骤 3: 点选移动打印平台(选择100行程, 并移动2次)。
- 步骤 4: 在打印平台下端的Z轴丝杆上油。
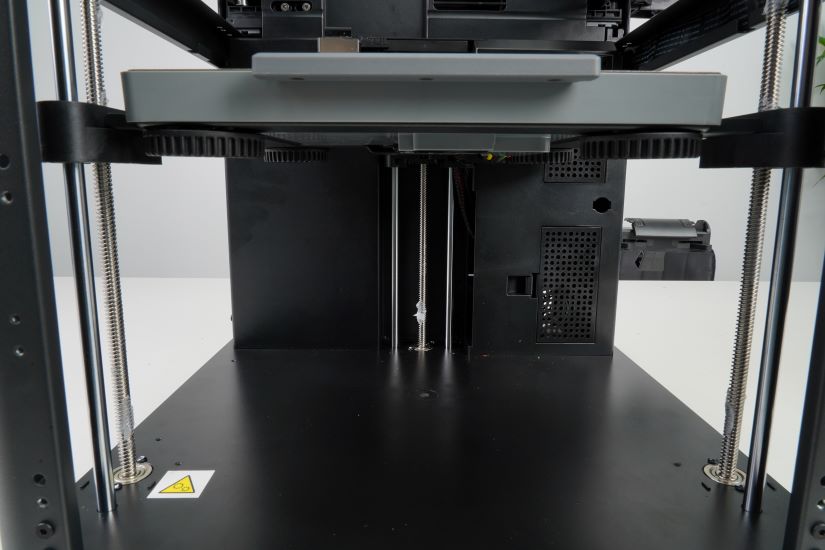
- 步骤 5: 点击回零按钮,上下移动几次,确保使油脂均匀分布在整个丝杠上。
¶ 3. 鬼影和震纹

原因1: 皮带张力不足
处理对策 1:
- 步骤 1: 张紧皮带
- 步骤 2: 重新进行调平校准和振动补偿。
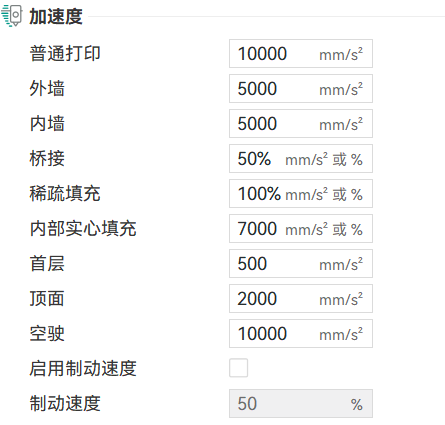
处理对策 2:
- 用Orca-flashforge降低加速度: 速度 → 加速度 → 正常打印。
¶ 4. 悬垂
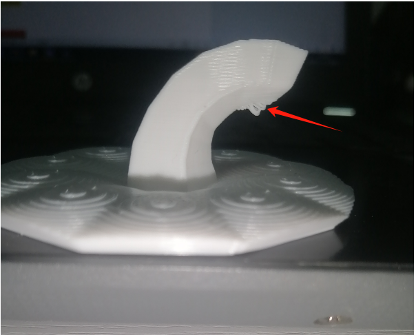
原因 1: 模型有大角度悬垂
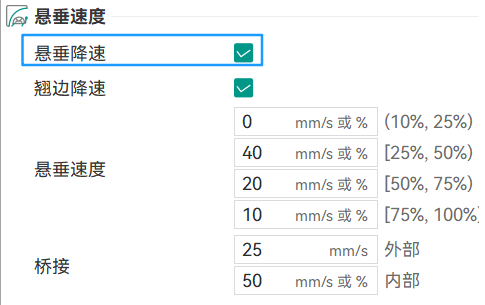
处理对策 1: 在orca-flashforge中启用“悬垂降速”
处理对策 2: 在倾角大于30°的悬垂处增加支架。
处理对策 3: 增加冷却风扇层时间,Orca-flashforge内降低最低打印速度。
原因 2: 冷却风扇故障。
处理对策: 更换涡轮风扇。有关更换涡轮风扇的说明,请参阅视频。
¶ 5. 拉丝
原因 1: 材料受潮。吸收了水分的长丝会变脆,容易断裂(特别是PLA, PETG和PLA- cf)。
处理对策 : 干燥或更换新拆封的丝料。
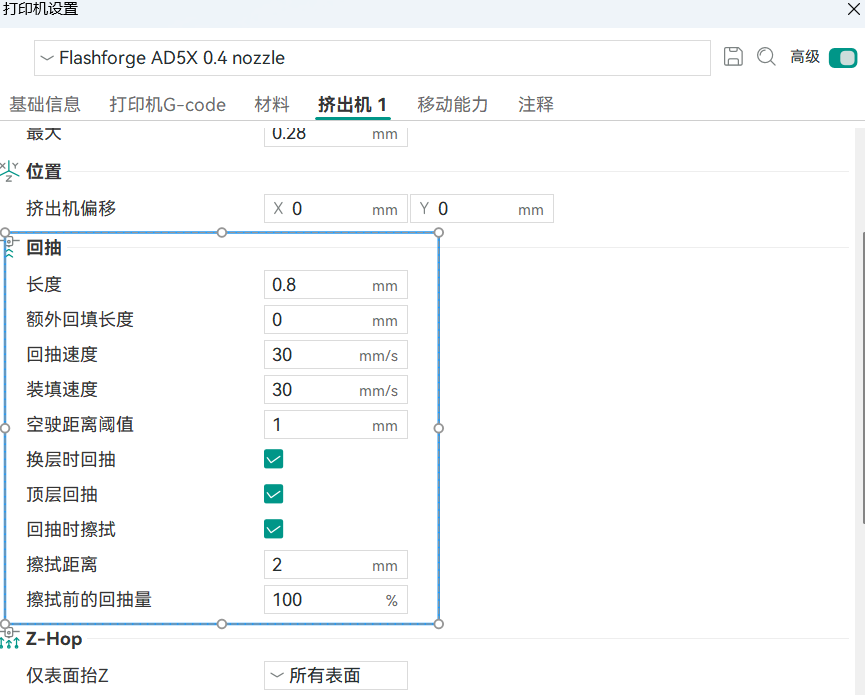
原因 2: 回抽不足
处理对对策: 使用Orca-flashforge适当增加回抽量和回抽速度,启用“换层时回抽”和“回抽时擦拭”。

原因 3: 温度设置不合适
处理对策: 调节挤出机温度。
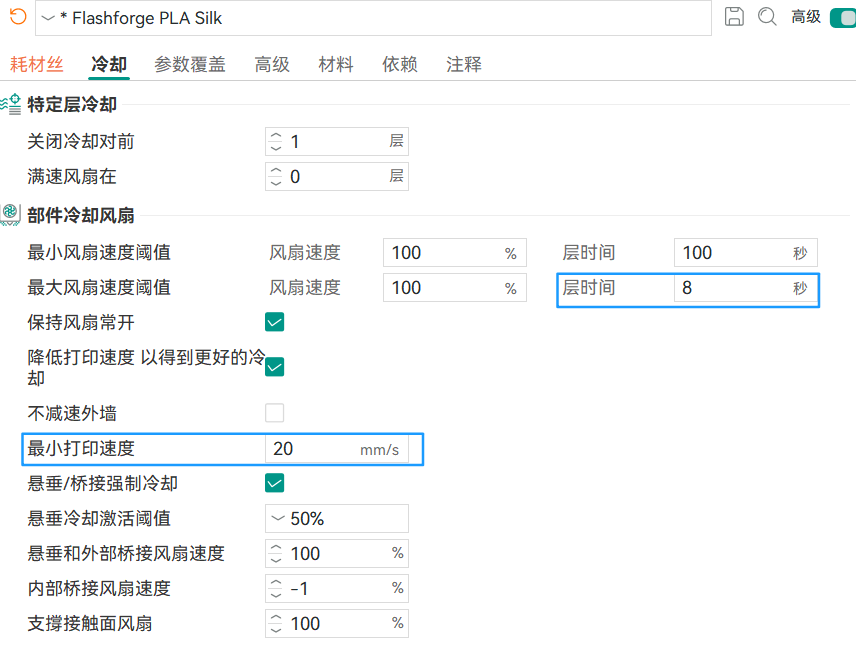
¶ 6. 使用FlashPrint5切片打印时,在拐角区域打印粗糙
原因: 模型打印速度太快, 冷却不充分。
处理对策 1: 在切片时降低打印速度。
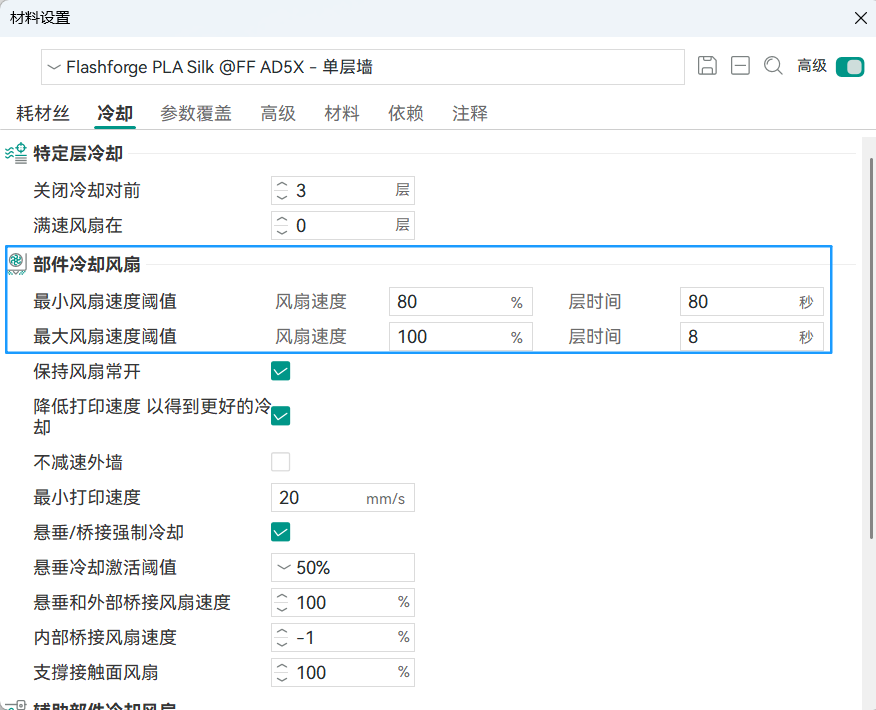
处理对策 2: 调整切片中的“最大风扇速度阈值”,使打印机在模型层数较小时自动减速。
¶ 7.填充和轮廓之间存在间隙
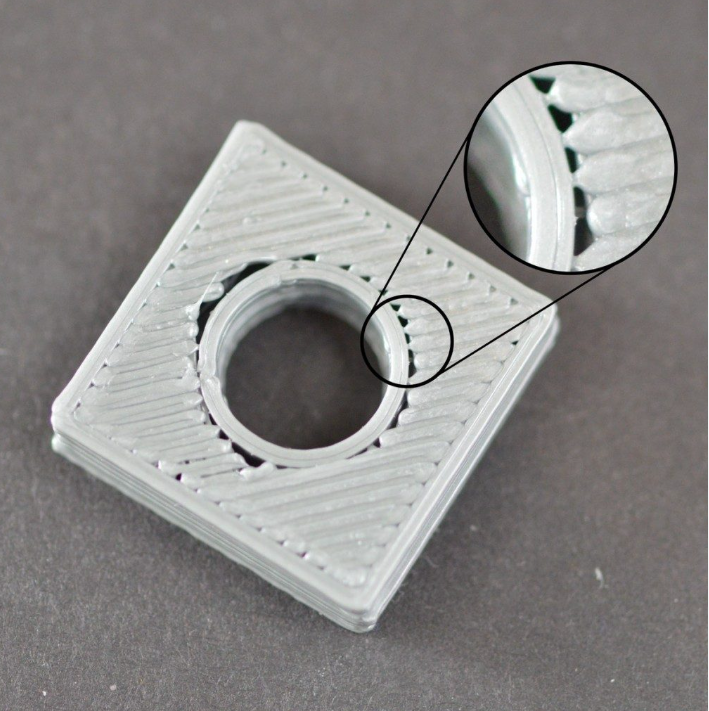
3D 打印模型由轮廓边线和填充部分组成。通常,墙体与填充部分之间需要有一定的重叠度,以达到最佳的粘合效果。如果打印设置不正确,就会出现明显的缝隙,如图所示,在填充物与圆形孔壁的边缘处会出现缝隙。
¶ 可能导致的原因和处理对策
填充/墙重叠率不足
增加填充物与墙体之间的重叠部分有助于减少缝隙的出现。
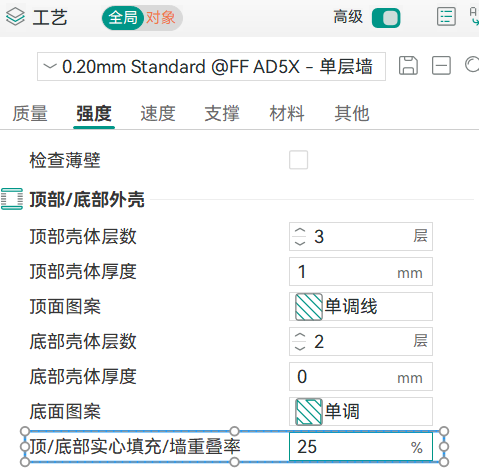
按照以下步骤调整: 在“工艺”设置下,进入 [强度] – [顶/底部实心填充/墙重叠率]。25%通常是一个合适的值。 注意不要设置太高,因为它可能会导致过度挤压和渗出。
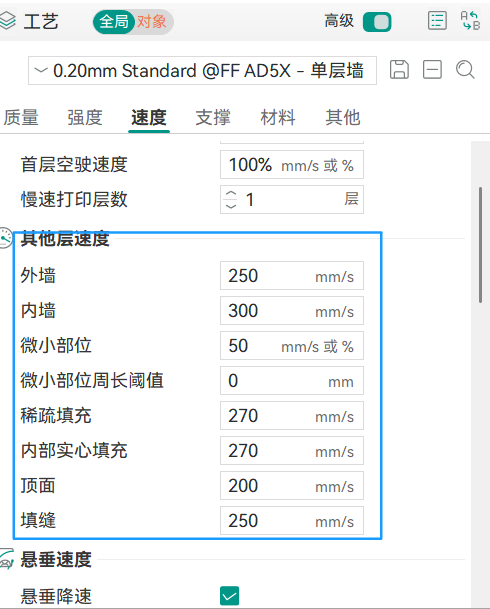
打印速度太快
当打印速度过快时,材料可能无法保持其预期的形状,尤其是在填充物的边缘处。
降低上表面的打印速度可以有效改善这个问题。

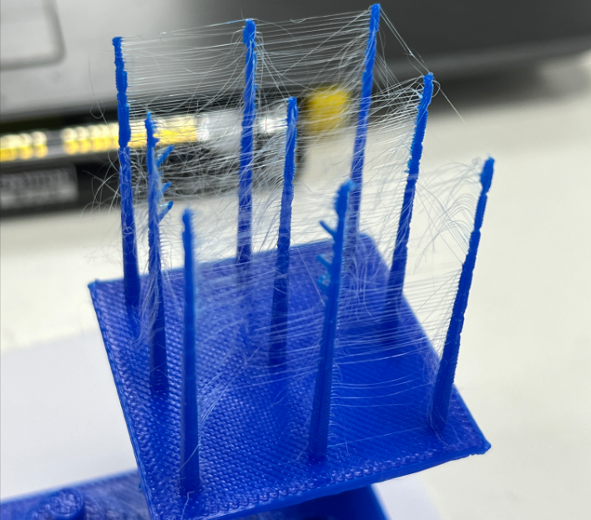
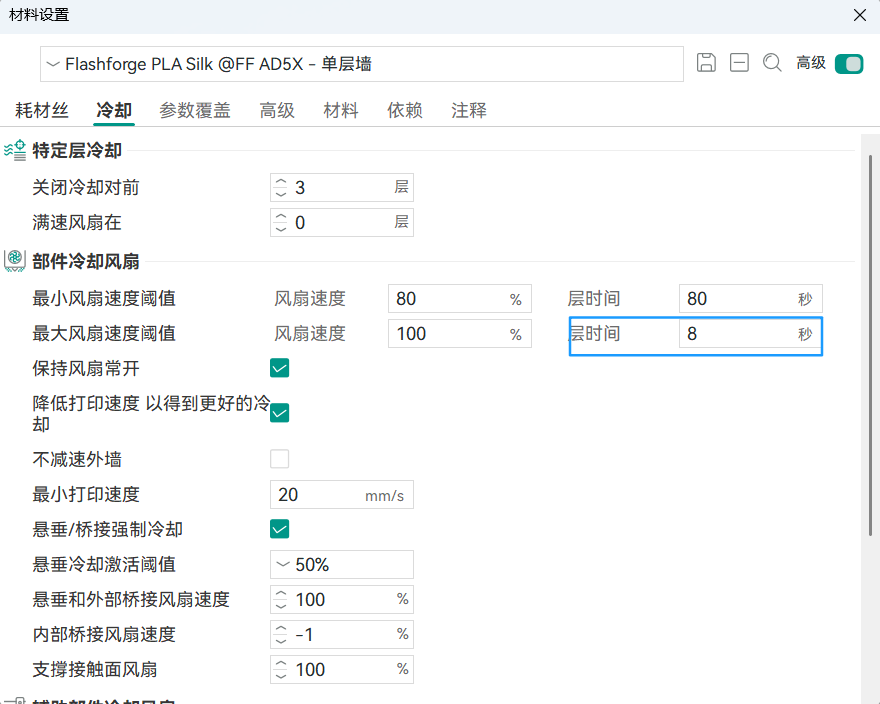
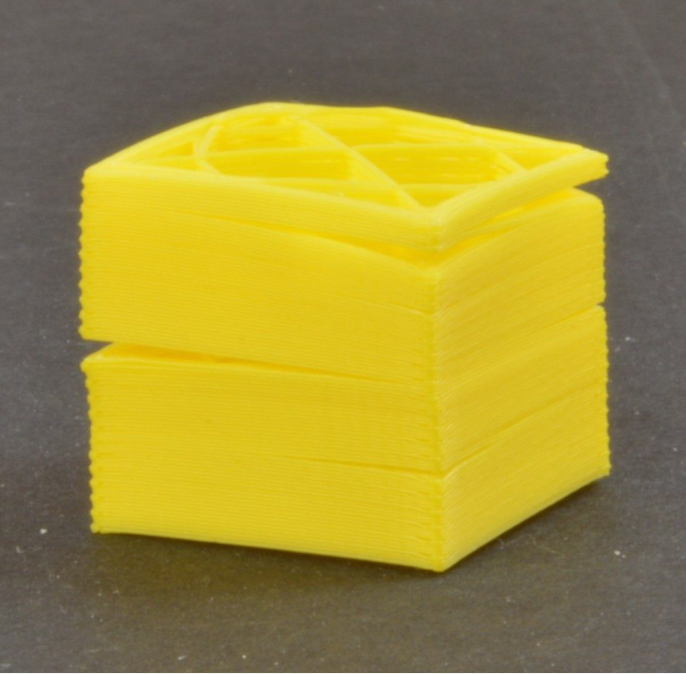
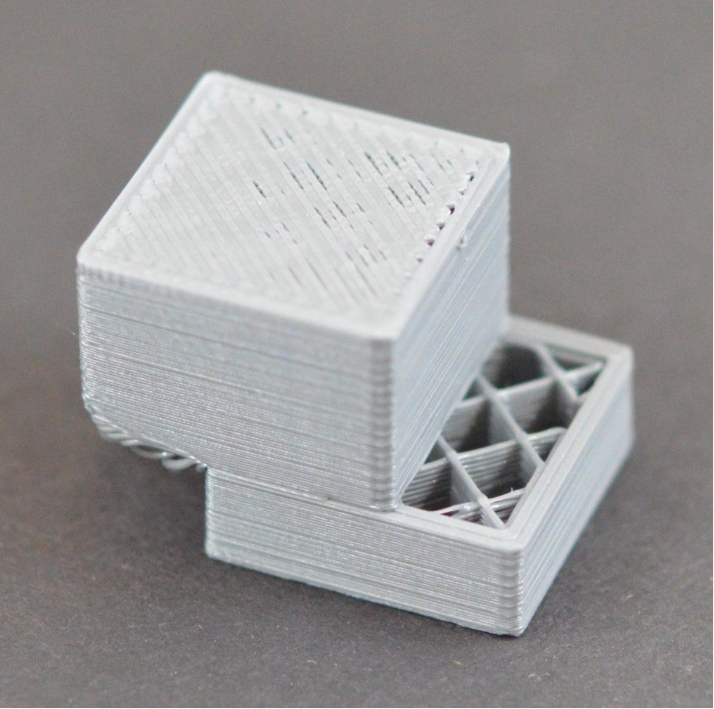
¶ 8.散热不足
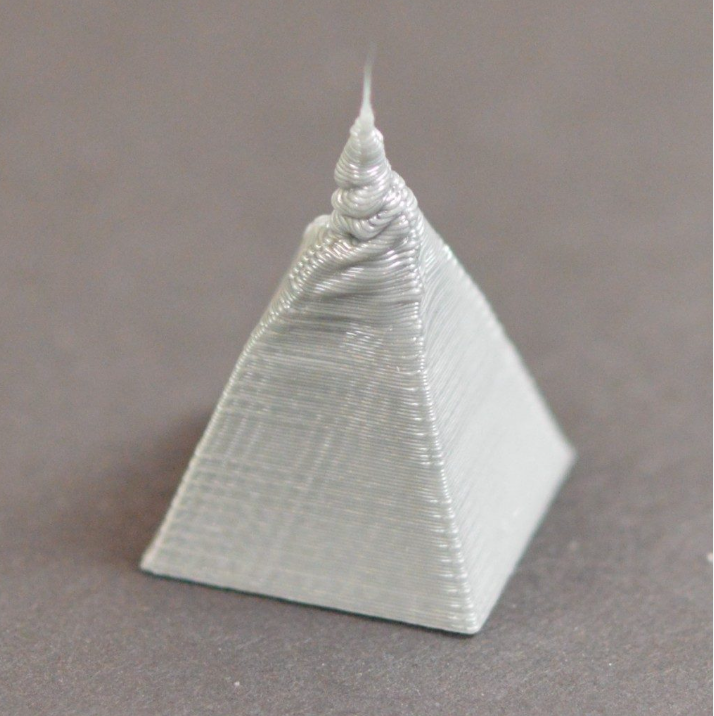
从挤出机流出的塑料温度足够高,能够轻易地形成各种形状,但随后必须进行适当的冷却以保持其形状。通常需要在温度和冷却之间达到平衡,以便塑料能够顺畅地通过喷嘴,并迅速固化,从而保持您3D打印部件的精确尺寸。如果无法达到这种平衡,您可能会开始注意到一些打印质量问题,即部件的外部不如预期那样精确和清晰。如图所示,金字塔顶部挤出的线材未能足够迅速地冷却以保持其形状。
¶ 导致的原因和处理对策
冷却不足
导致塑料过热最常见的原因是冷却速度不够快。对于许多塑料而言,最好迅速冷却各层以防止其在打印后发生变形。如果在夏季使用打印机,请确保有良好的通风和适宜的环境温度。通常情况下,无需额外操作,但如果发现有过热的迹象,可以降低悬垂速度以改善悬垂效果。您还可以降低环境温度或增加层冷却时间来辅助散热。在材料设置中打开“冷却”选项,并适当增加此值——额外的冷却时间将有助于塑料保持其形状。
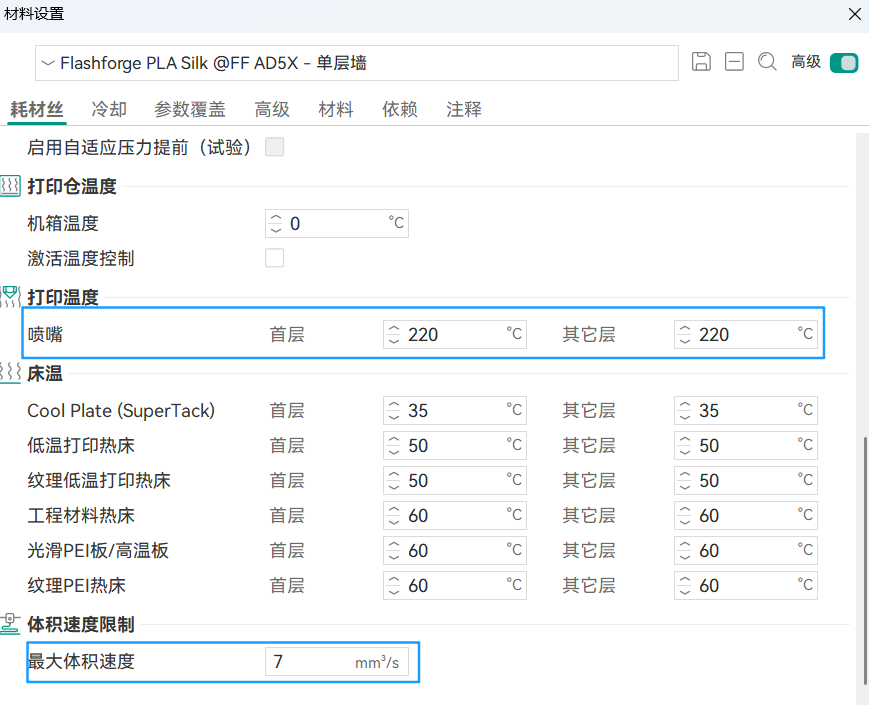
打印温度过高
如果您的打印机处于理想的环境中,并且您已经尝试延长打印层的时间但仍然能看到明显的过热现象,那么可以尝试将打印温度降低5至10摄氏度,看看是否会有帮助。请注意不要降低温度过多,否则塑料可能无法达到适当的熔化温度,或者可能会堵塞喷嘴。此外,还应适当降低“最大体积速度”这一参数,在材料设置中进行调整,以确保热端不会以不合理的温度-速度比例进行打印。

打印速度过快
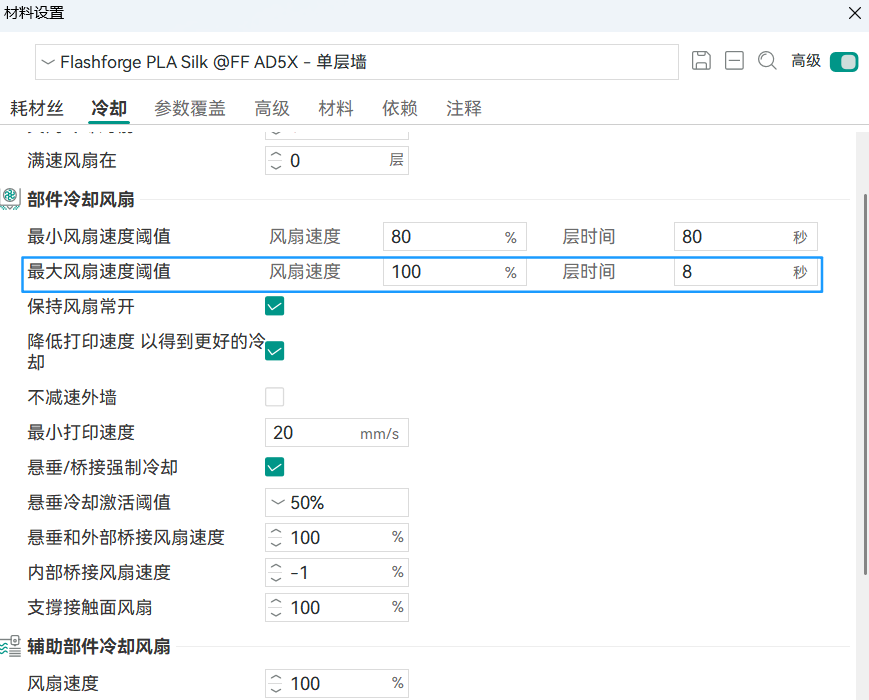
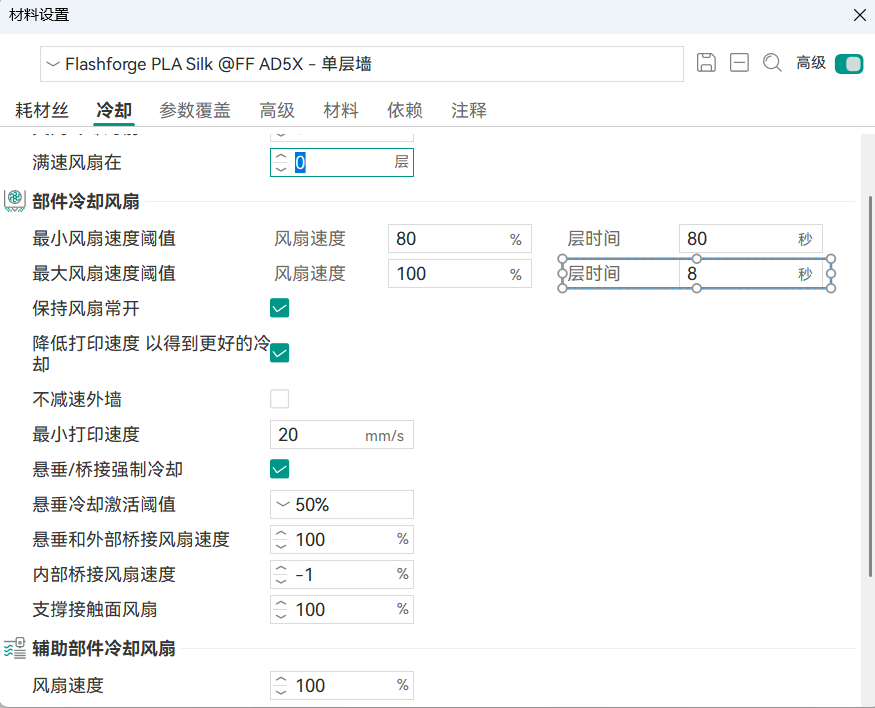
如果您打印每一层的速度过快,那么前一层可能无法有足够的时间充分冷却,而在其上面就无法及时沉积下一层热塑料。这对于非常小的部件尤为重要,因为每一层的打印时间可能只有几秒钟。即便有冷却风扇辅助,对于这些小层您可能仍需要降低打印速度,以确保每一层有足够的时间固化。如果您遇到这种情况,请按照以下所示适当增加层时间。
¶ 9.填充不足/挤出不足
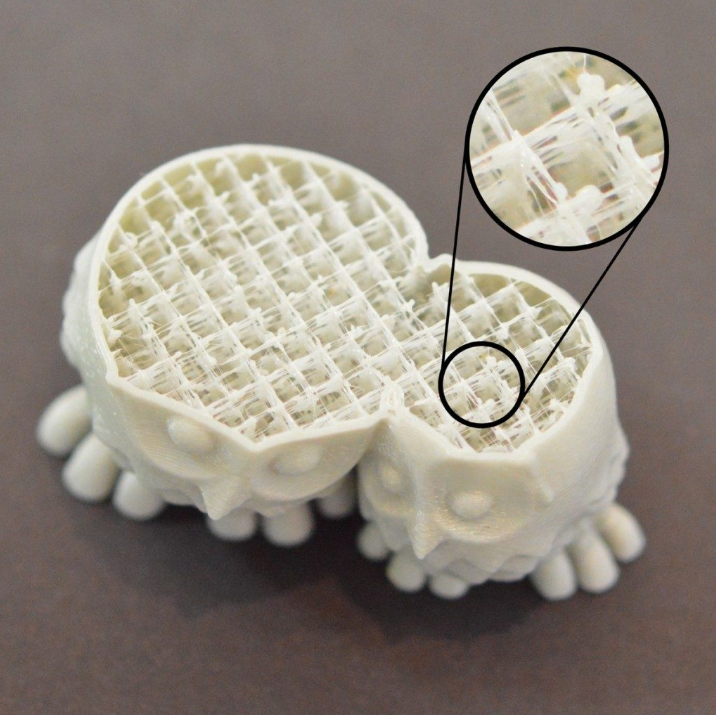
3D打印机的喷嘴属于易耗品。当其超出设计使用寿命时,喷嘴内部往往会积聚杂质,导致打印过程变得困难。此外,不恰当的打印设置/材料也会引发类似问题。填充部分薄弱或打印力度不足会降低模型的强度和表面质量。如图所示,该模型的填充部分看起来较为薄弱。
¶ 导致的原因和处理对策:
喷嘴老化/阻塞
当喷嘴的磨损和老化达到一定程度时,可能会导致喷嘴堵塞以及挤出效果不一致。更换喷嘴是解决此问题最快的方法。务必遵循喷嘴更换的标准流程。
打印温度过低/打印速度过快
过低的喷嘴温度或过高的打印速度都可能导致塑料无法充分软化并正常流动。填充部分的打印速度通常比模型的其他部分都要快。所以,如果只在填充部分发现打印不足的情况,而模型的其他区域没有这种问题,那么可以尝试提高打印温度或降低打印速度来改善这一情况。

¶ 10.拉丝
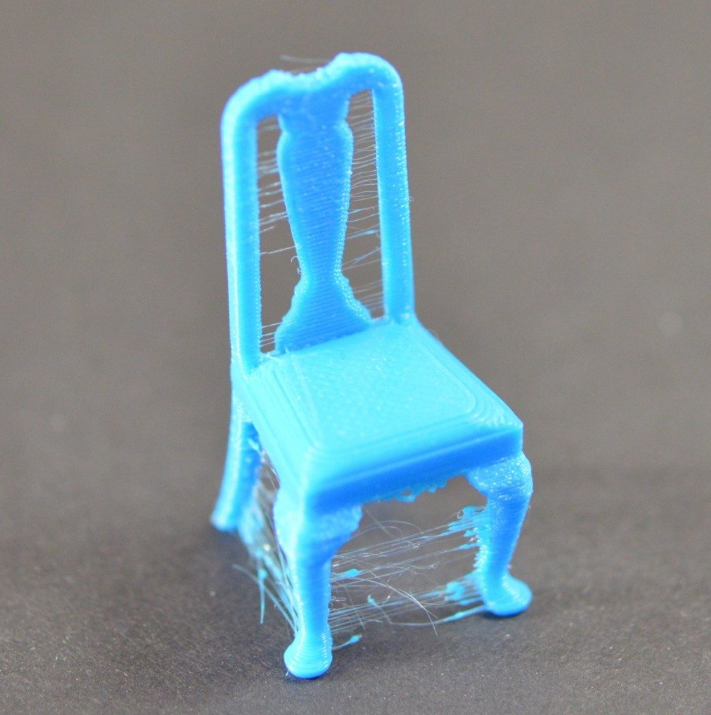
“拉丝”现象是3D打印中常见但又令人烦恼的问题,即在挤出机移动的过程中,塑料会从喷嘴处溢出。虽然完全消除这种现象是不可能的,但适当的调整能够显著减少其发生频率。如图所示,这个椅子模型上布满了过多的串丝现象。
¶ 导致的原因和处理对策
丝料受潮
有些材料的丝线,比如TPU和PVA,极易受潮。即便是常用的PLA材料也会吸收水分,从而导致打印质量下降。在大多数情况下,串丝现象是由湿丝线引起的。建议在打印前将丝线晾干,并在整个打印过程中保持其干燥。
打印太快
当打印速度过快时,挤出机内部的挤出压力可能会过大。当挤出机处于未进行挤出的移动状态(即移动但不进行挤出)时,压力会释放出来,从而导致拉丝现象。建议适当降低打印速度和喷嘴温度。
回抽设置不足
回缩操作对于防止串线现象起着至关重要的作用。如果回缩距离过大或回缩速度过快,可能会导致遗漏步骤。适当降低回缩速度并微调压力提前设置,有助于获得更好的效果。
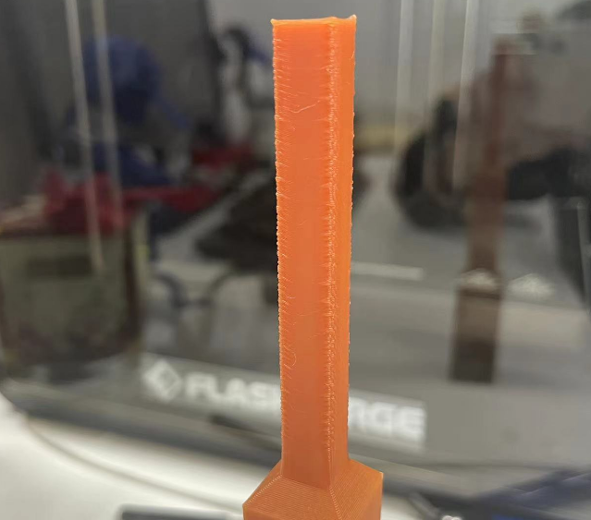
¶ 11.打印Z向开裂
要使塑料顺利熔化并形成良好的结构,需要足够的温度和时间来保证充足的流动性以及各层之间的粘合性。如果打印速度过快或冷却速度过快,塑料就可能无法有效粘合。如图所示,模型边缘出现了裂痕。
¶ 导致的原因和处理对策
打印/冷却过快
打印速度过快或冷却速度过快都可能导致层与层之间分离和裂开。为解决此问题,可以尝试降低打印速度。这可以通过延长层间时间或减缓单个路径的打印速度来实现。此外,降低冷却风扇的速度,以便让塑料有足够的时间附着在前一层上。
打印温度过低
如果打印温度过低,塑料可能无法获得足够的热量与前一层进行粘合。请尝试提高打印温度或在材料设置中降低【最大体积速度】。这样可以自动降低打印速度,从而增加每单位挤出材料体积的平均加热时间。
¶ 12.打印偏移
打印机通常会在一个经过验证的速度范围内运行。如果打印时移动速度过快或者存在物理干扰,挤出机可能会偏离其预定路径。层位偏移是一个严重的问题,可能会损坏打印机。如图所示,在打印过程中出现了层位偏移的情况。
¶ 导致的原因和处理对策
挤出机与模型或其他部件碰撞
在打印过程中,由于粘合不良,模型可能会从基板上脱落;或者由于未清理上一次的打印残留物而产生干涉现象。这会阻碍挤出机的正常移动,导致打印步骤遗漏。建议在打印前先清洁并调平基板,以防止变形并避免与挤出机发生干涉。
打印速度太快
当打印速度过快时,驱动电机会产生热量。如果这些热量不能及时散去,电机的扭矩将会显著下降,从而导致打印出现错位。为解决此问题,可以降低打印速度或加速度。如果需要更高的打印速度,则需确保电机及其他发热的运动部件有良好的散热措施。
¶ 13.翘边
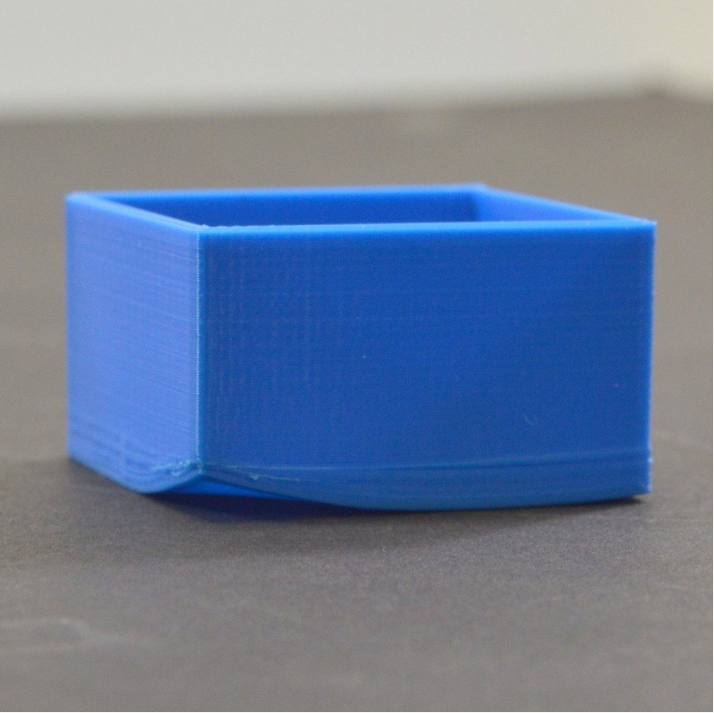
变形是一个常见的问题,尤其是在使用高温材料(如 ABS)打印大型模型时会表现得尤为明显。造成这一问题的主要原因是,材料在冷却过程中往往会收缩。如果模型与平台之间的粘合不够牢固,就容易出现变形现象。如图所示,模型边缘处明显可见变形的情况。
¶ 导致的原因和处理对策
平台温度设置过低 / 过脏
当床温过低时,塑料会收缩得更厉害,而且如果没有足够的热量,它就无法很好地附着在床面上。此外,如果床面脏了(比如有油渍),这会对附着力产生负面影响,尤其是对于第一层而言。提高床温并保持床面清洁会有帮助。您可以用酒精擦拭打印区域。
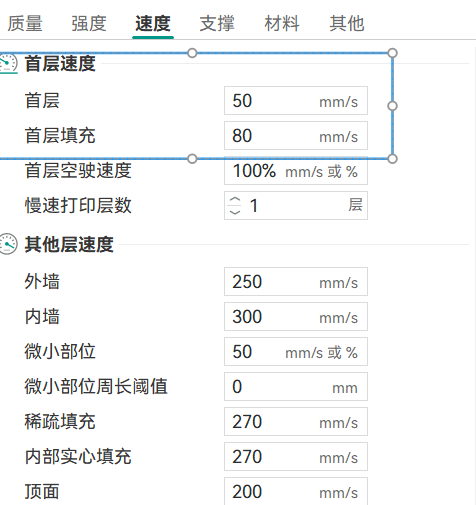
首层打印太快
过快地打印第一层也会导致变形。过高的打印速度会影响塑料与平台之间的粘合度。建议将第一层的打印速度降低一些。
首层Z偏移设置过高
如果打印机未进行正确校准,那么第一层的高度可能会过高,导致材料无法充分贴合在基板上,从而降低粘附性。为解决此问题,可以重新调整水平或手动调整第一层的高度。
¶ 14.小特征打印不出

通常情况下,喷嘴所能打印的细节数量是有限的。当模型中的某些细节尺寸过小,比如超过喷嘴的最小挤出限制时,就可能会出现细节丢失的问题。如图所示,模型的薄壁部分并未被打印出来。
¶ 导致的原因和处理对策
模型细节太小
当模型的细节尺寸小于喷嘴直径时,切片软件会尝试采用可变挤出宽度技术来实现打印。然而,如果细节尺寸超过一定限度,切片软件可能无法生成G代码。如果出现这种情况,更换为直径更小的喷嘴有助于实现更精细的细节。
线宽设置过宽
可以通过手动调整挤出宽度来更好地适应较小的细节。如果挤出宽度设置不当,可能会导致细节丢失。您可以略微减小挤出宽度,从而使之前无法生成的路径得以实现。例如,在 0.6 毫米的喷嘴上设置 0.4 毫米的常规挤出宽度可以产生更精细的结果。但要注意,如果设置得太小,可能会降低整个模型的质量。

此外,如果问题仅出现在模型的特定区域,比如墙壁部分,您可以尝试修改[墙壁生成器]以优化打印效果。在大多数情况下,“经典”模式效果良好,但您也可以尝试“Arachne”模式以获得更灵活的墙壁宽度范围。

¶ 15.鬼影/层纹
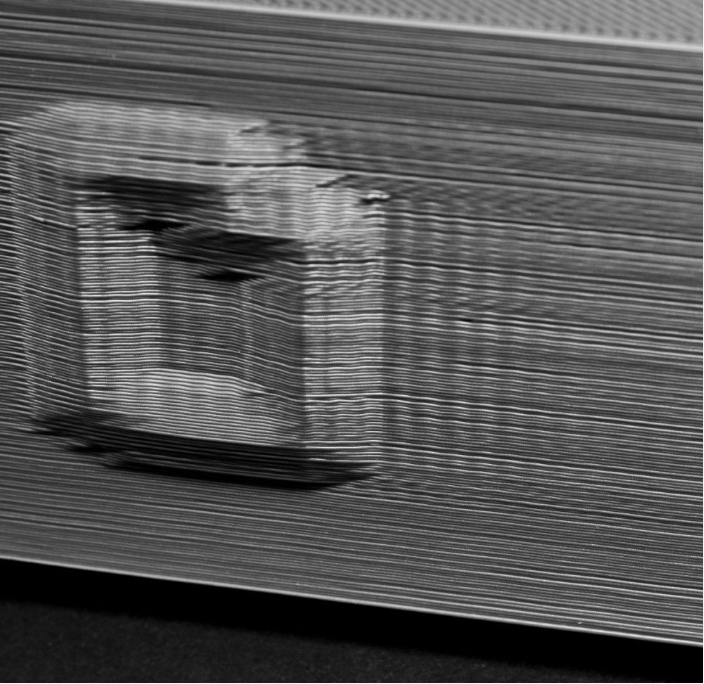
3D打印机的活动部件通常是通过皮带连接在一起的。在打印过程中,挤出机会不断改变速度。当沿着模型的拐角移动时,皮带的弹性以及机械共振可能会在模型的边缘产生强烈的波纹图案,从而影响其外观。如图所示,垂直方向的波纹尤为明显。
¶ 导致的原因和处理对策
皮带张力不足
皮带张力不当会导致过度振动。这可以通过适当调整皮带张力来改善。
具体数值请联系客户支持。
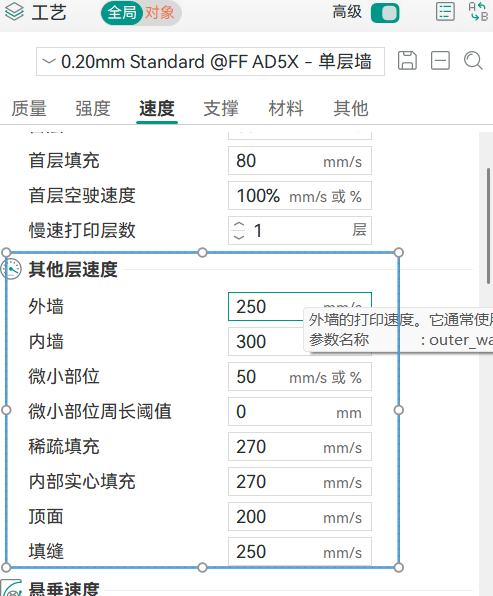
打印速度过快
打印速度过快可能会导致振动加剧。降低打印速度或减小加速度有助于缓解这一问题。
校准异常
打印机具备抑制此类振动的软件功能。建议定期进行振动补偿操作。请注意,应将打印机放置在稳固的平台上,并按照建议进行单独的校准。
¶ 16.支撑面打印粗糙

当模型存在较大的悬垂部分时,仅依靠冷却是不足以保持其形状的,还需要支撑结构来确保悬垂部分的正确成型。如果支撑结构配置不当,表面就会出现缺陷。如图所示,支撑区域存在明显的下垂现象。
¶ 导致的原因和处理对策
支撑间隙太大
支撑间距是一个控制支撑物与模型之间距离的参数。如果设置得过大,会导致悬垂部分下垂。您可以适当降低这个数值,但不要设置得太小,以免使支撑物难以拆卸。

打印速度太快
即便有支撑措施,打印速度过快仍可能导致悬垂部分下垂。适当调整悬垂参数有助于解决这一问题。
