¶ 打印温度校准
注意:完成校准后请务必新建项目来重置切片软件的状态。
温度塔是个很直观的测试。温度塔在竖直方向上被划分为多层,每一层的打印温度都不同。我们可以根据每一层的打印情况确定最优的打印温度。
通常,最优的温度打出来的层会拥有较少的拉丝,较好的层间结合,较低的翘边,较好的垂悬和搭桥质量。

详细介绍请查看官网(https://gitee.com/n0isyfox/orca-slicer-docs/wikis/校准/温度塔)
¶ 压力提前(PA)
注意 :完成校准后请务必新建项目来重置切片软件的状态。
Orca Slicer 提供3种校准压力提前量的方式。每种模式都有各自的优缺点。请注意,每种模式都有两种类型,对应了近程挤出和远程挤出机。
请务必按照自己机器的实际情况选择对应的校准类型。
1.划线模式
划线模式最快也最直接,但是其最终结果的准确性严重依赖于你打印机的首层打印质量。强烈建议在使用该模式时启用打印机的网格调平功能。
该模式的测试步骤如下:
选择你想要进行校准的打印机、耗材和工艺。
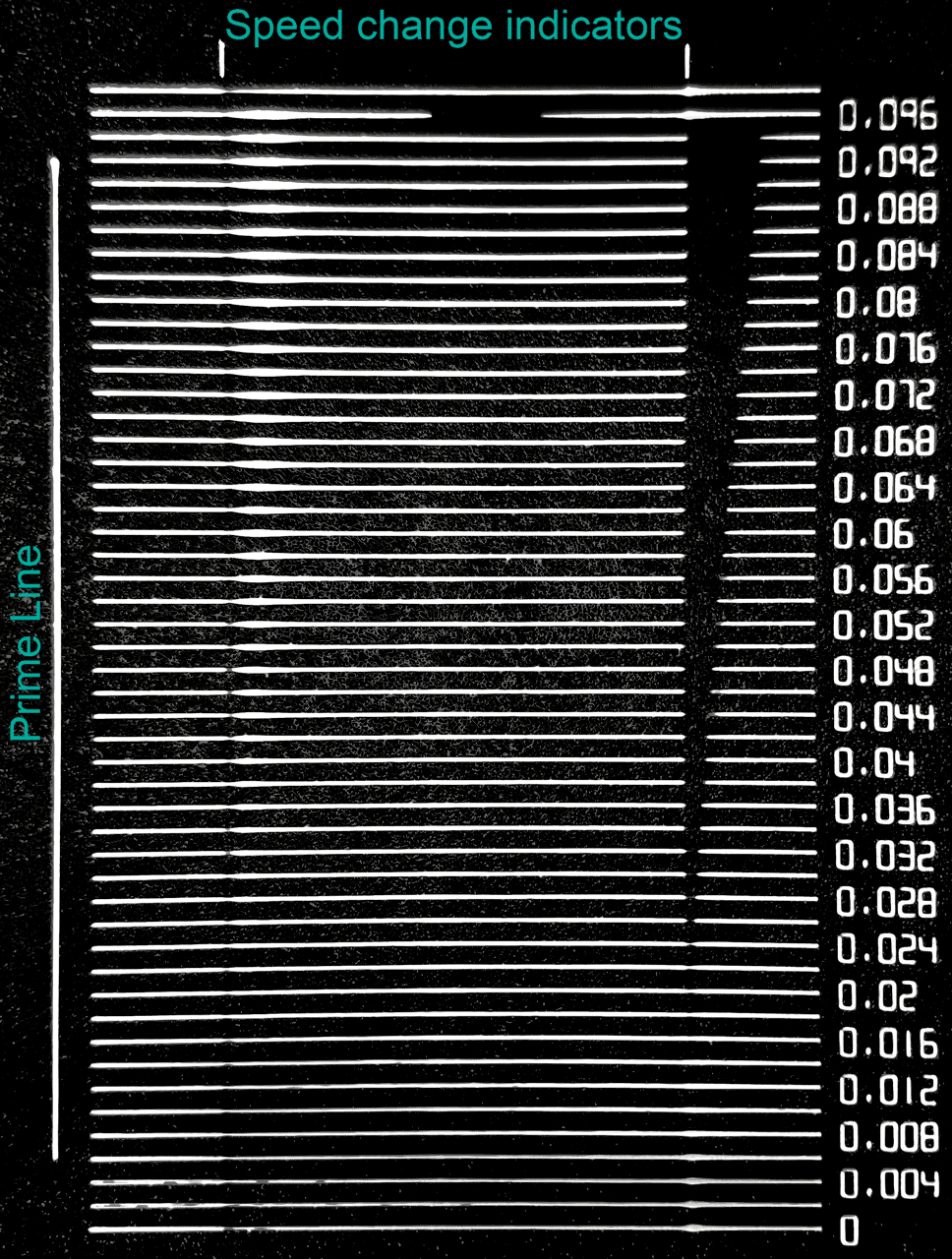
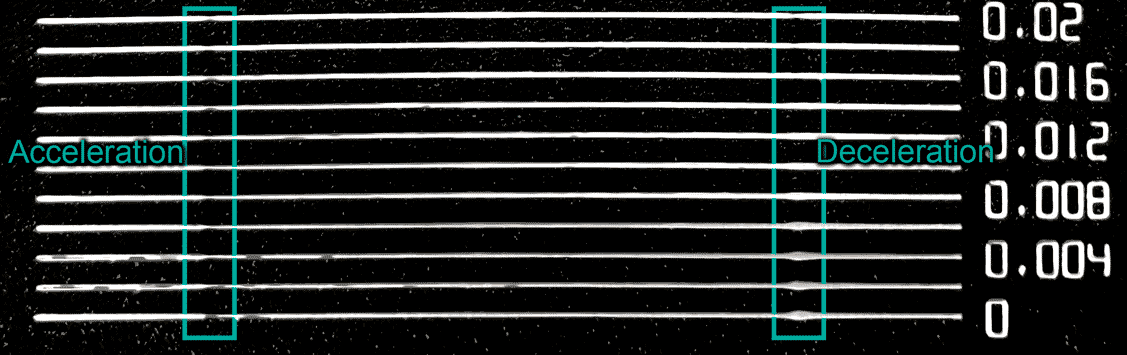
打印工程并自己观察打印的结果。选择看起来最均匀的那条线对应的数字,那就是最合适的PA值。将该值填入耗材设置里的压力提前选项中即可。
举例来说,根据下图所示的结果,最优的PA值为0.016:

2.PA塔
PA塔模式测试耗时较长,但是它不受首层质量的影响。进程挤出机测试时PA塔每打印1mm,PA值会相应提高0.002;而对于远程挤出机,PA值每1mm提高0.02。
该模式的测试步骤如下:
选择你想要进行校准的打印机、耗材和工艺。
打印完成后,自己观察塔的每一条边,找到你认为的总体质量最好的一层。
计算对应的PA值。举例来说,根据下图所示的结果,发现在8mm高的那一层质量最好,那么对应的PA值就是
0.002x8 = 0.016(远程挤出机则为0.16)

详细介绍请查看官网(https://gitee.com/n0isyfox/orca-slicer-docs/wikis/校准/压力提前)
¶ 流量
注意 :完成校准后请务必新建项目来重置切片软件的状态。
流量校准
流量校准分为粗调和细调两遍,这两遍除了取值范围不同以外过程几乎一致。
按照以下方式进行流量校准:
- 选择你想要进行校准的打印机、耗材和工艺。
- 从菜单栏的 校准 菜单中选择
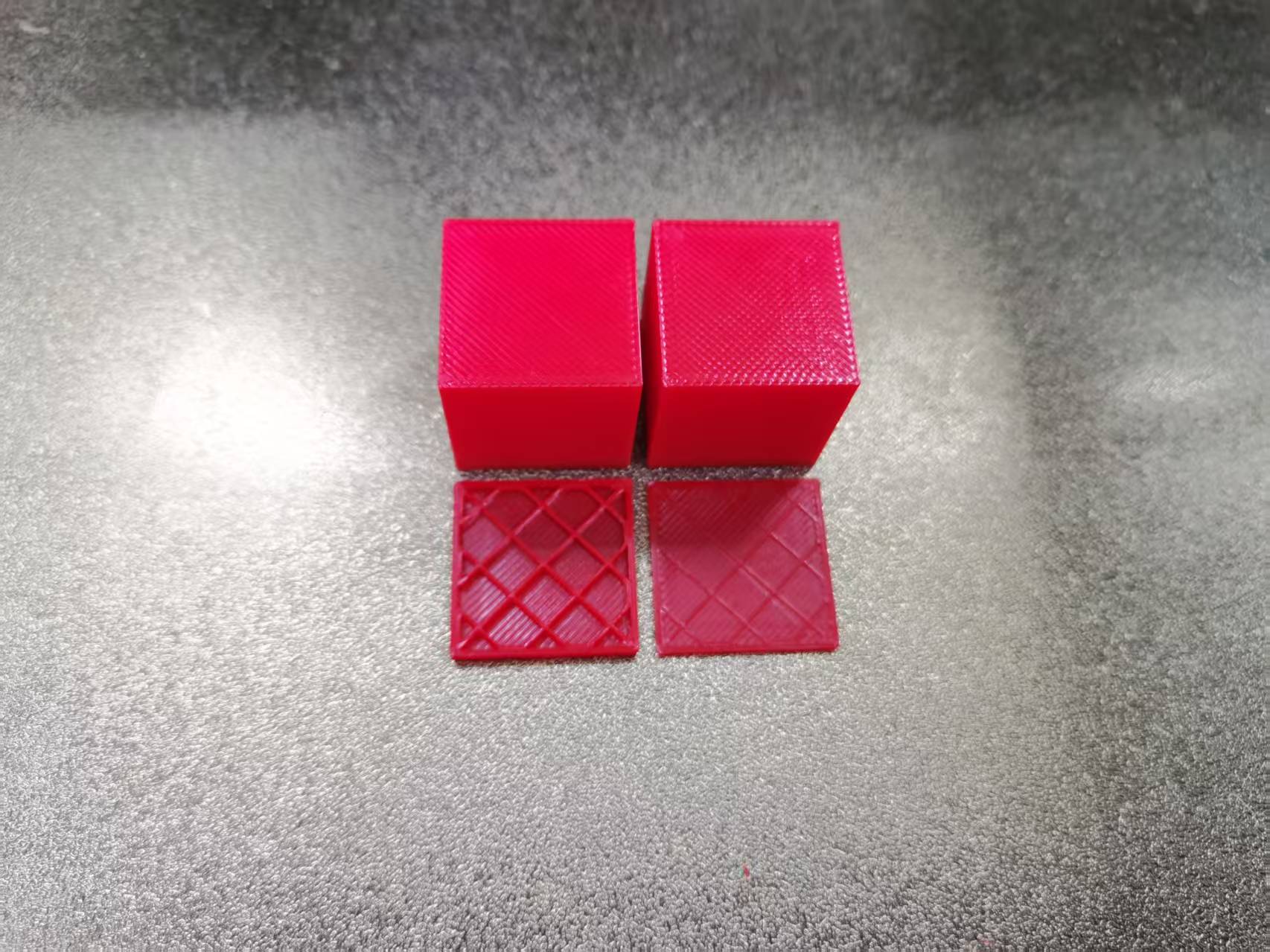
粗调。 - 软件会自动创建一个新的工程,该工程包含了9个校准图块,每个图块将会用不同的流量进行打印。切片并打印该工程。
- 仔细查看打印结果,从中选出你认为表面最为光滑的图块:
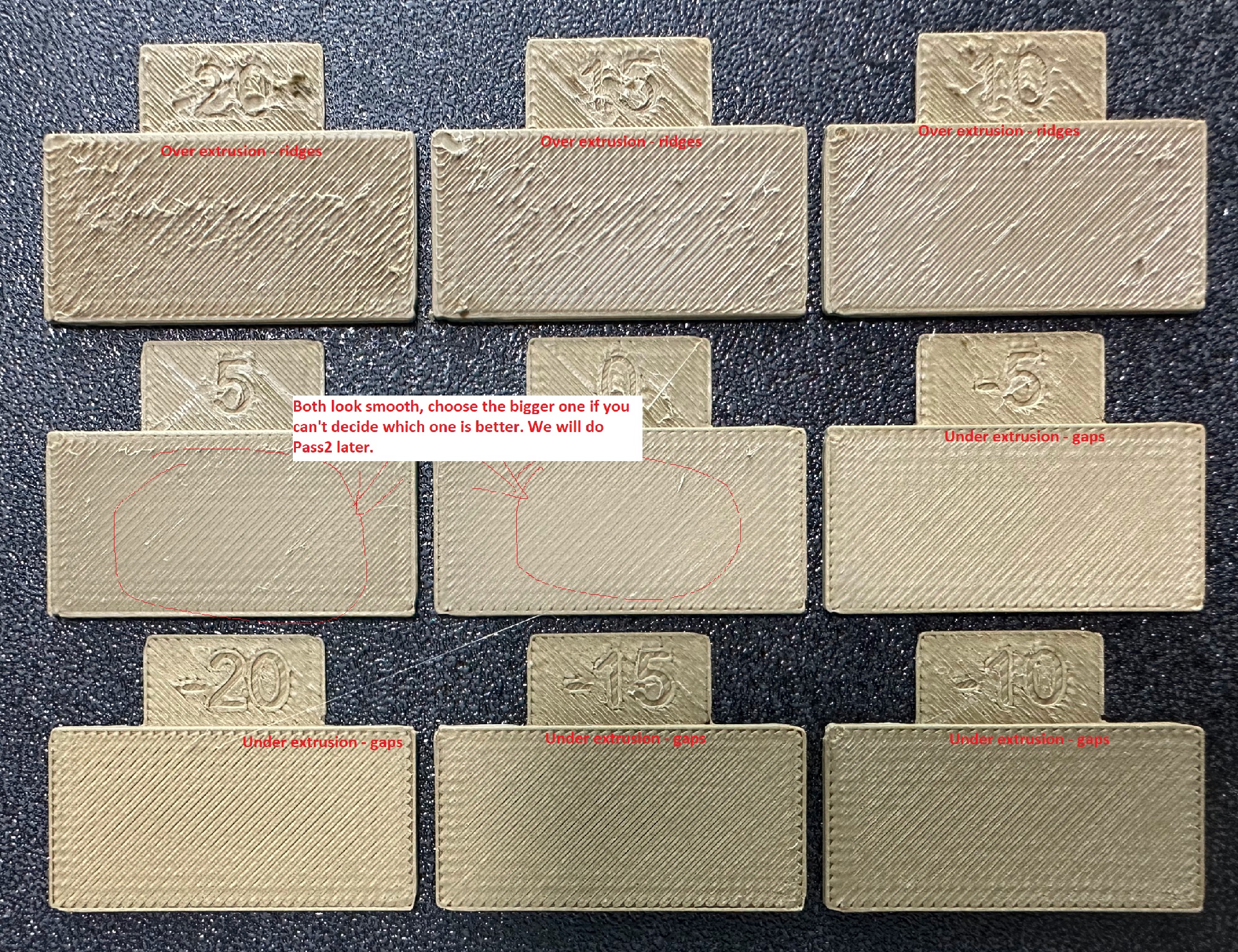
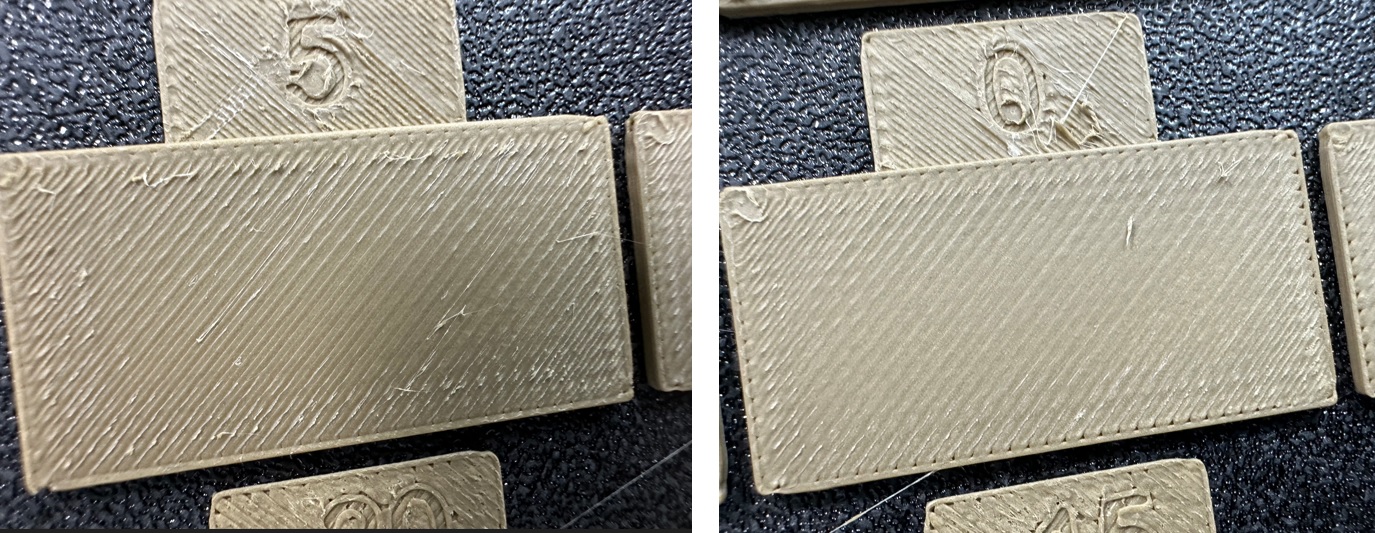
- 根据以下公式计算新的流量比例:当前流量比例 x (100 + 表面最为光滑的图块对应的数字)/100。举例来说,如果你当前耗材设置中的流量比例为0.98,
- 并且表面最光滑的图块上的数字为5,则新的流量比例为0.98x(100+5)/100 = 1.029。 修改完流量比例后务必记得保存你的耗材设置!
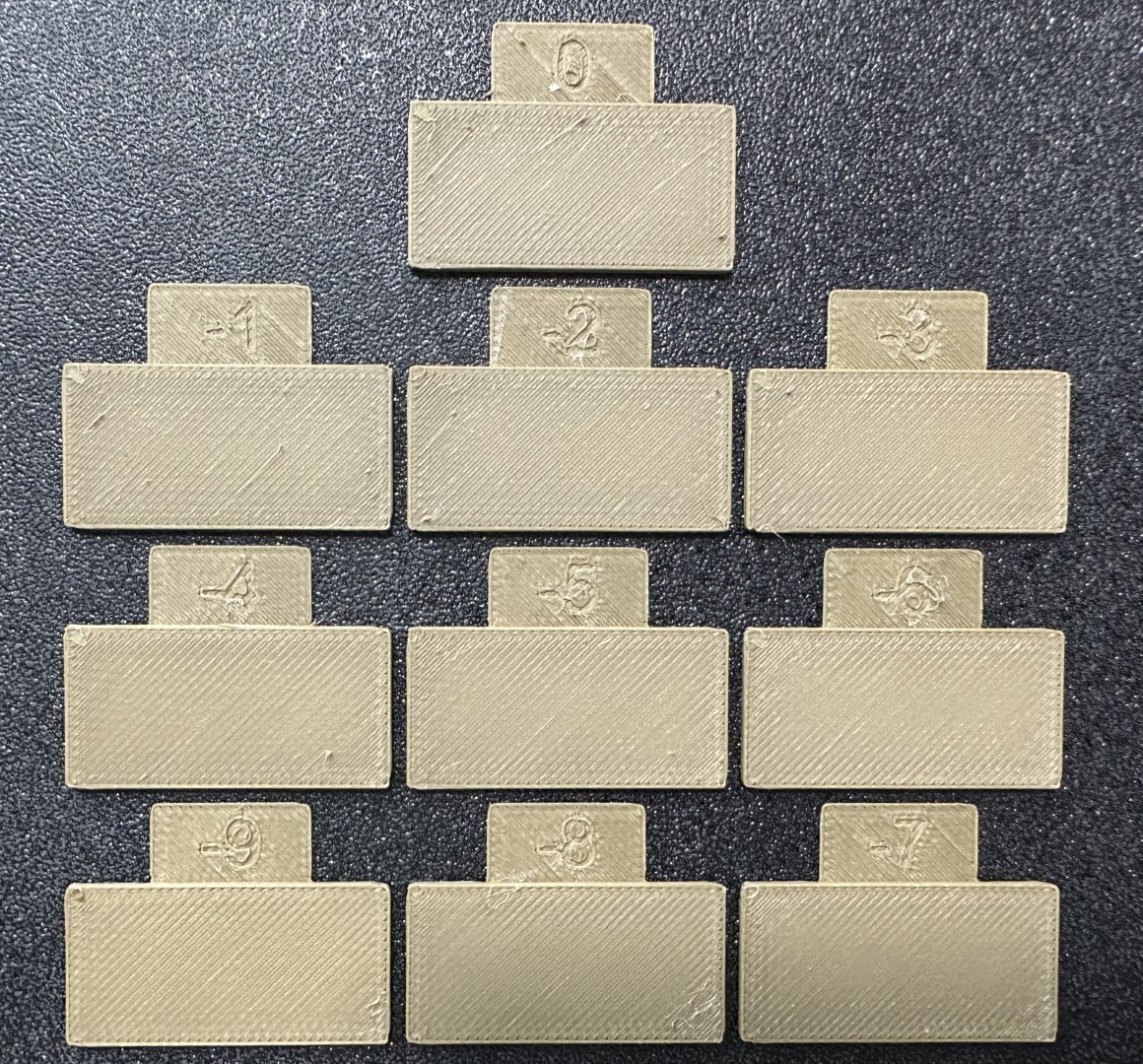
- 从菜单栏的 校准 菜单中选择 细调。细调的过程和粗调类似,只是这次的工程包含10个图块。切片并打印该工程。
- 重复步骤4和5。举例来说,如果你在粗调后得到的流量比例为1.029,然后细调时表面最为光滑的图块上的数字为-6,那么最终的流量比例为:1.029x(100-6)/100 = 0.96726。
再次强调,要记得保存耗材设置!


详细介绍请查看官网(https://gitee.com/n0isyfox/orca-slicer-docs/wikis/校准/流量#流量校准)
¶ 回抽
注意 :完成校准后请务必新建项目来重置切片软件的状态。
本测试会自动生成一个回抽测试塔。回抽塔不同的高度在打印时使用不同的回抽距离,每隔一定高度会有一个小突起用以区分。
打印完成后,我们可以仔细观察打印结果来确定最佳的回抽距离。最佳回抽距离通常是产生最少拉丝的那一层对应的回抽距离。如果有多层的拉丝一样干净,则选择回抽最短的那一层。
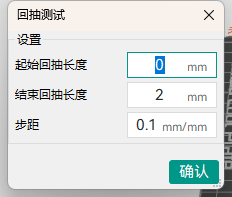
如上图所示的对话框可以调节测试的参数,如起始和结束的回抽长度,以及回抽长度的步进。默认参数为从 0mm 开始以 0.1mm 步进增长至 2mm 结束。对于大部分的近程挤出机来说,使用这些默认参数就可以了。但如果你使用的是远程挤出机,那么你可能需要将参数改为从 1mm 开始以 0.2mm 步进增长至 6mm。
注意:当使用 PLA 或者 ABS 这类不易拉丝耗材进行测试时,你可能会发现任何程度的回抽都很有效,整个回抽塔从头到尾都没有拉丝。如果发生这样的情况,那么在耗材设置里将回抽长度设置成介于 0.2mm 到 0.4mm 之间的任意值就可以。
然而如果你发现整个回抽塔从上至下都有严重的拉丝,通常意味着你的耗材丝受潮了,或者你的喷嘴漏料。
详细介绍请查看官网(https://gitee.com/n0isyfox/orca-slicer-docs/wikis/校准/回抽#回抽测试)
¶ 最大体积流量
注意 :完成校准后请务必新建项目来重置切片软件的状态。
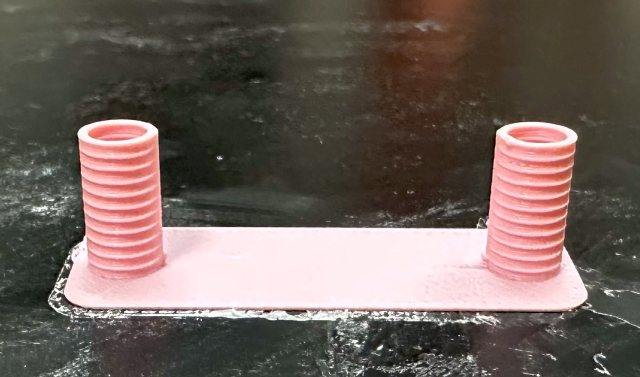
最大体积流量校准
该测试可用来校准给定耗材丝的最大体积速度。Orca Slicer 内置的耗材丝配置中预设的最大体积流量可能不够准确,使用本测试能够计算出你实际使用的耗材能够达到的最大体积流量。
要开始测试,你需要输入这么几个参数:起始流量,结束流量和步距。通常情况下默认的参数(起始流量 5mm³/s,结束流量 20mm³/s,步距 0.5mm³/s)应该就够用了,除非你事先大致了解你使用的耗材可能的流量上下限。
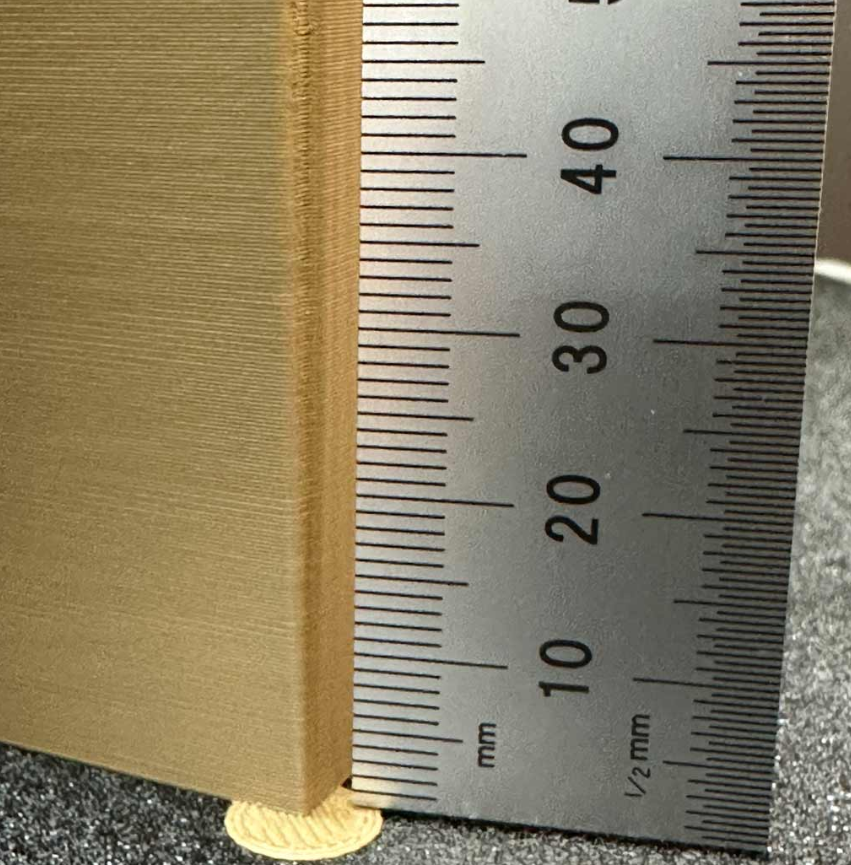
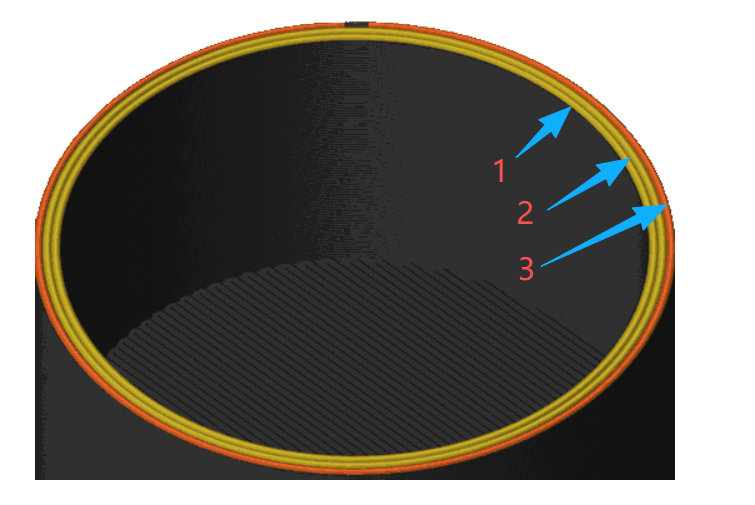
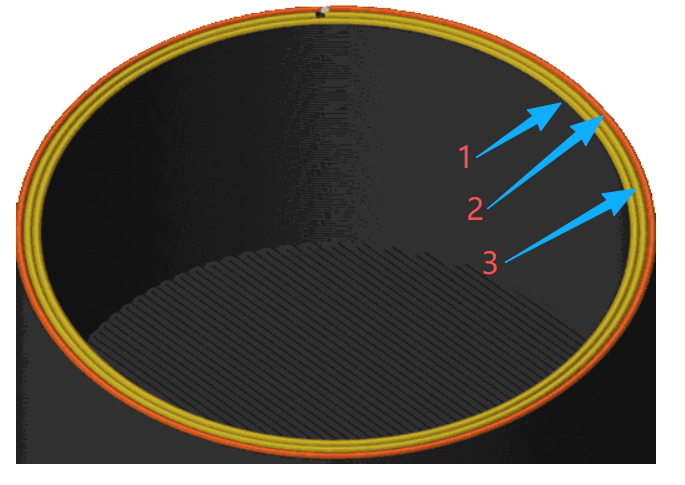
测试模型打印完成后,从下往上找到最先出现打印缺陷的那一层,尤其要注意墙面从磨砂到光面质感的变化。

用卡尺或者尺子量出最先出现打印缺陷的那一层到底面的高度。用以下公式即可计算出耗材的最大体积流量:起始流量 +(最先出现打印缺陷的高度 * 步距)。举例来说,用默认参数执行测试,然后最先出现打印缺陷的那一层到底面的高度为 19mm,那么对应的最大体积流量为5 + (19 * 0.5),即13mm³/s。将该值填入耗材设置中的最大体积速度一栏中即可。

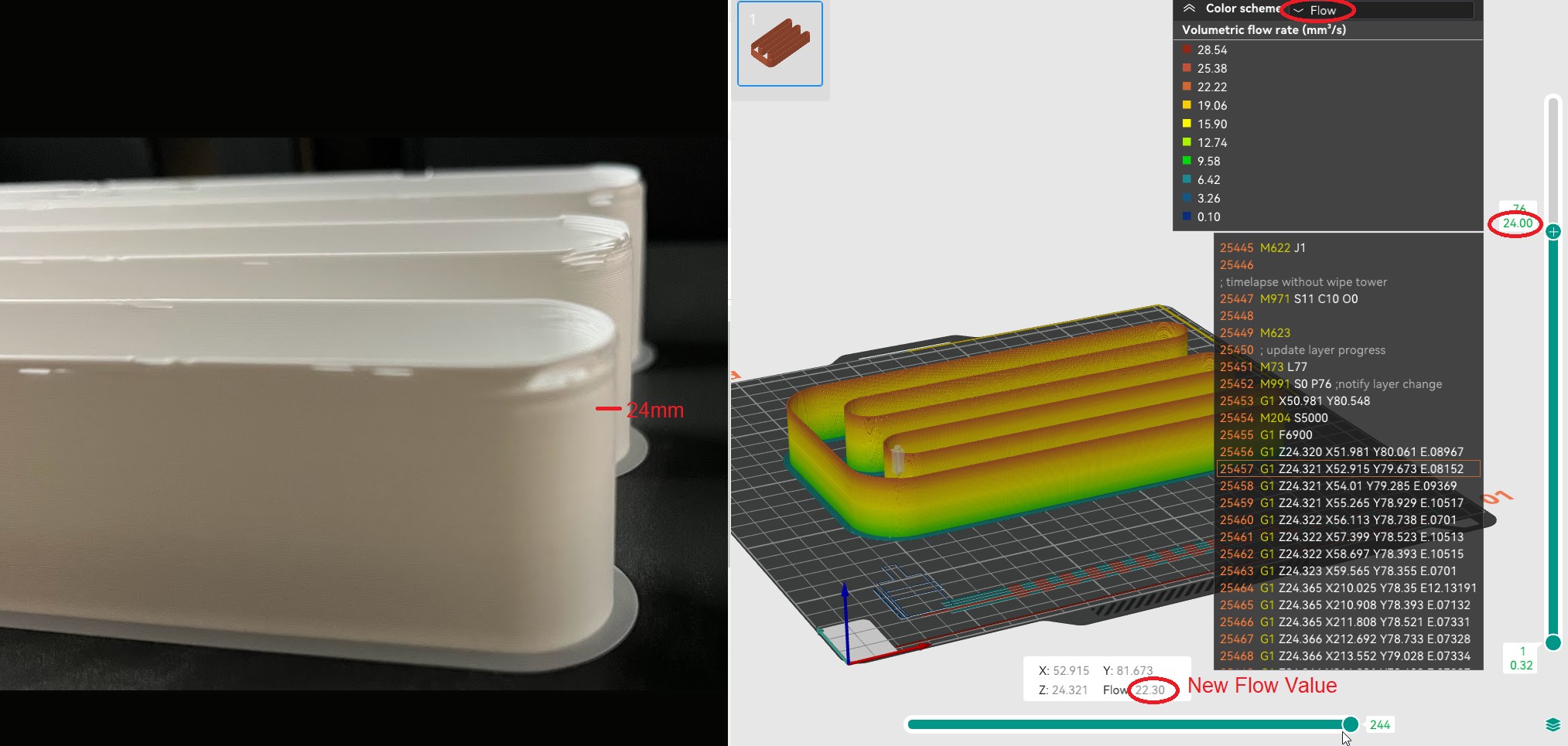
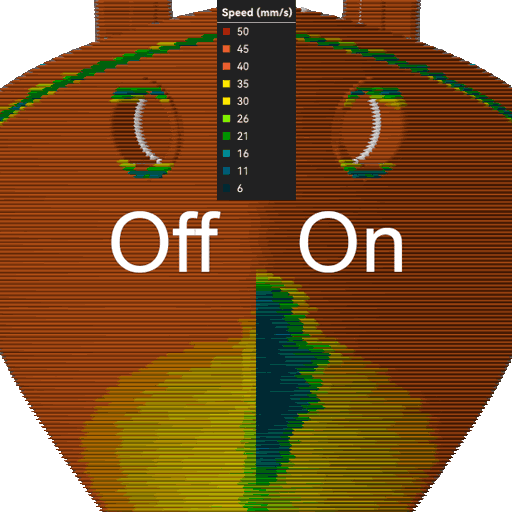
或者你可以在 Orca Slicer 的“预览”界面,将“颜色方案”设置为“流量”,然后拖动右侧的滚动条到最先出现打印缺陷的那一层,再拖动下方的滚动条,即可显示对应层使用的打印流量,此流量即为该耗材的最大体积流量:
注意:你可能需要在你测量值的基础上减去 5-10% 来确保打印的质量不受测量误差影响。
详细介绍请查看官网(https://gitee.com/n0isyfox/orca-slicer-docs/wikis/校准/最大体积流量#最大体积流量校准)
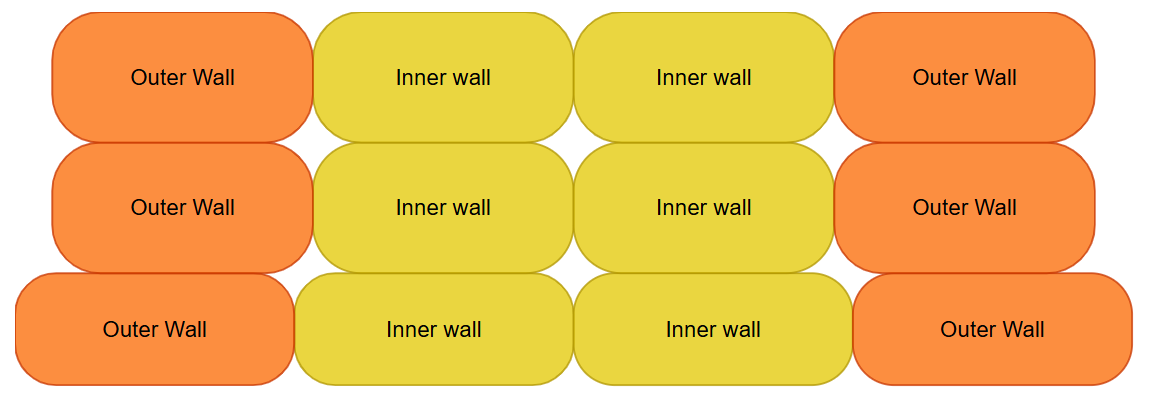
¶ 墙打印顺序
打印内墙(内部)和外墙(外部)的顺序。
内墙/外墙
使用内外壁设置可实现最佳的悬垂效果。这是因为悬垂壁在打印时可以附着在相邻的轮廓上。不过,此选项会导致表面质量略有下降,因为外部轮廓在被挤压到内部轮廓时会发生变形。
内墙/外墙/内墙
使用内/外/内方式可获得最佳的外表面光洁度和尺寸精度,因为外墙在打印时不受内部轮廓的干扰。然而,由于没有内部轮廓作为外墙打印的支撑,悬垂性能会降低。此选项至少需要3层墙才能有效,因为它首先从第3层轮廓开始打印内墙,然后是外部轮廓,最后是第一个内部轮廓。在大多数情况下,建议选择此选项而非外/内选项。
外墙/内墙
使用外层/内层可获得与内层/外层/内层选项相同的外墙质量和尺寸精度优势。不过,由于新层的第一次挤出是从可见表面开始的,z接缝看起来会不太一致。
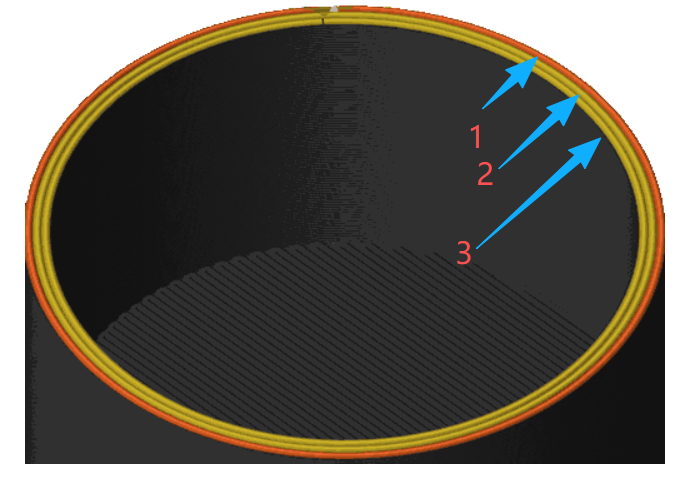
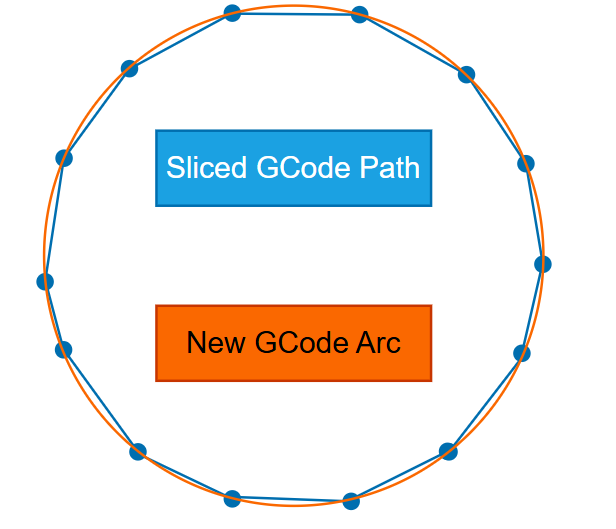
¶ 圆弧拟合
启用此功能,可使用G2和G3将许多短直线移动(G1段)替换为较少的圆弧命令。
圆弧拟合主要改变刀具路径在G代码中的编码方式。在某些工作流程中,它可能有益,但它并非用于提高质量的功能。
重要提示
确保打印机支持G2/G3命令!
优点
- 更小的G代码文件:
-更快的上传速度.
- 更少的存储空间占用.
- 减少内存中的读写操作量,并使SD卡消耗更少的已有限写入寿命(TBW)。
- 固件规划器需要处理的移动更少:
- 在执行诸如保存状态以进行掉电恢复等并发任务时,对速度较慢的控制器提供帮助。
- 帮助有限连接。
- 使用低多边形模型时曲线更平滑。
缺点 / 风险 - 兼容性各不相同:有些固件会忽略G2/G3。
- 圆弧引入了近似值: 转换片段 → OrcaSlicer中的圆弧和圆弧 → 固件中的段可能会略微改变路径。
- 最终的平滑度取决于固件的圆弧分割分辨率;粗糙的设置会使曲线看起来有棱角。
- 圆弧转线段转换会增加打印机的CPU负载,这可能会导致较旧的/8位微控制器出现速度减慢(以及表面质量下降)的情况。
此外,现代的STL文件通常比大多数打印机固件生成的切片具有更高的分辨率。
提示
对于Klipper打印机,请参阅支持gcode圆弧(G2/G3)命令的文档,以设置内部生成的圆弧的分辨率:默认值为每段1.0毫米,这非常粗糙。
注意
从圆弧内部生成线段需要打印机微控制器消耗更多的CPU资源,因此可能会导致使用8位微控制器的打印机出现速度减慢(以及表面质量下降)的问题。
¶ 象脚补偿
此功能可补偿“象脚”效应,该效应是指打印的前几层比其余层宽时出现的现象,原因如下:
- 它们上方物质的重量。
- 材料的热膨胀
- 床层温度过高。
- 床身高度/水平度不准确。
为减轻这种影响,OrcaSlicer允许你指定一个负距离,该距离将应用于指定的前几层。这种调整有效地减小了前几层的宽度,有助于实现更精确的最终打印尺寸。
补偿的运作方式如下:
当前层为 <= 输入补偿层
补偿 = 输入补偿距离 - (输入补偿距离 / input_compensation_layers) × (当前层 - 1)
根据该方程,我们可以建立以下规则:
- 在第一层, 由于是第1层 - 1 = 0,补偿率为100%。
- 中间层(第一层和输入补偿层之间)将进行线性补偿。
- 超过指定数量的层将不予补偿。
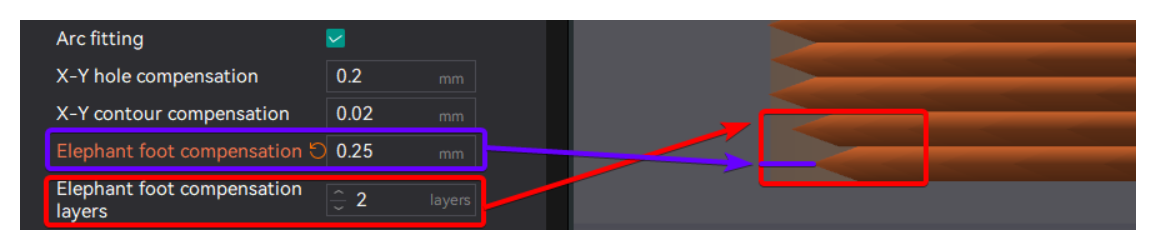
假设补偿值为0.25毫米:
象脚补偿层 = 1 :
- 第一层:0.25毫米补偿(100%)
- 第二层及以后:无补偿(0毫米)
象脚补偿层 = 2 : - 第一层:0.25毫米补偿(100%)
- 第二层:0.25 - (0.25 / 2) × (2 - 1) = 0.125mm补偿(50%)
- 第三层及以后:无补偿(0毫米)。
象脚补偿层 = 5: - 第一层:0.25毫米补偿(100%)
- 第二层:0.25 - (0.25 / 5) × (2 - 1) = 0.2mm补偿(80%)
- 第三层:0.25 - (0.25 / 5) × (3 - 1) = 0.15mm补偿(60%)
- 第4层:0.25 - (0.25 / 5) × (4 - 1) = 0.1mm补偿(40%)
- 第5层:0.25 - (0.25 / 5) × (5 - 1) = 0.05mm补偿(20%)
- 第6层及以上:无补偿(0毫米)。
注意
此功能在预览中会使部件在构建板上的占地面积看起来更小,但最终打印件(如果校准正确)在切片后将具有正确的尺寸。
这就是为什么启用此功能时,裙边可能看起来与物体分离。但在最终打印中,裙边将正确附着在物体上。
如果您为象脚补偿距离设置了较高的值,您可能需要启用“裙边使用EFC轮廓”选项,以确保裙边正确附着。
¶ 悬垂降速
启用此选项可针对不同的悬垂角度降低打印速度。这有助于提高打印质量,减少拉丝或下垂等问题。
¶ 翘边降速
启用此选项可在边缘可能向上卷曲的区域减慢打印速度。例如,在打印像本奇船体前部这样的尖锐角落的悬垂部分时,会额外减慢速度,减少因多层累积而加剧的卷曲现象。
一般建议开启此选项,除非您的打印机冷却能力足够强,或者打印速度足够慢,使得边缘卷曲不会发生。如果以较高的外部边缘速度进行打印,由于打印速度变化较大,此参数在减速时可能会产生轻微的瑕疵。如果您发现有瑕疵,请确保您的压力提前量已正确调整。
注意
启用此选项后,悬垂轮廓将被视为悬垂部分,这意味着即使悬垂轮廓是桥接部分的一部分,也会应用悬垂速度。例如,当轮廓100%悬垂且下方没有壁支撑时,将应用100%的悬垂速度。
¶ 零件跳过
此功能适用于打印多个模型的情况。其作用在于,当打印过程中出现单个或者多个模型打印失败时,用户能够方便地选择要排除的模型,从而确保其他模型能够正常打印。
切片设置
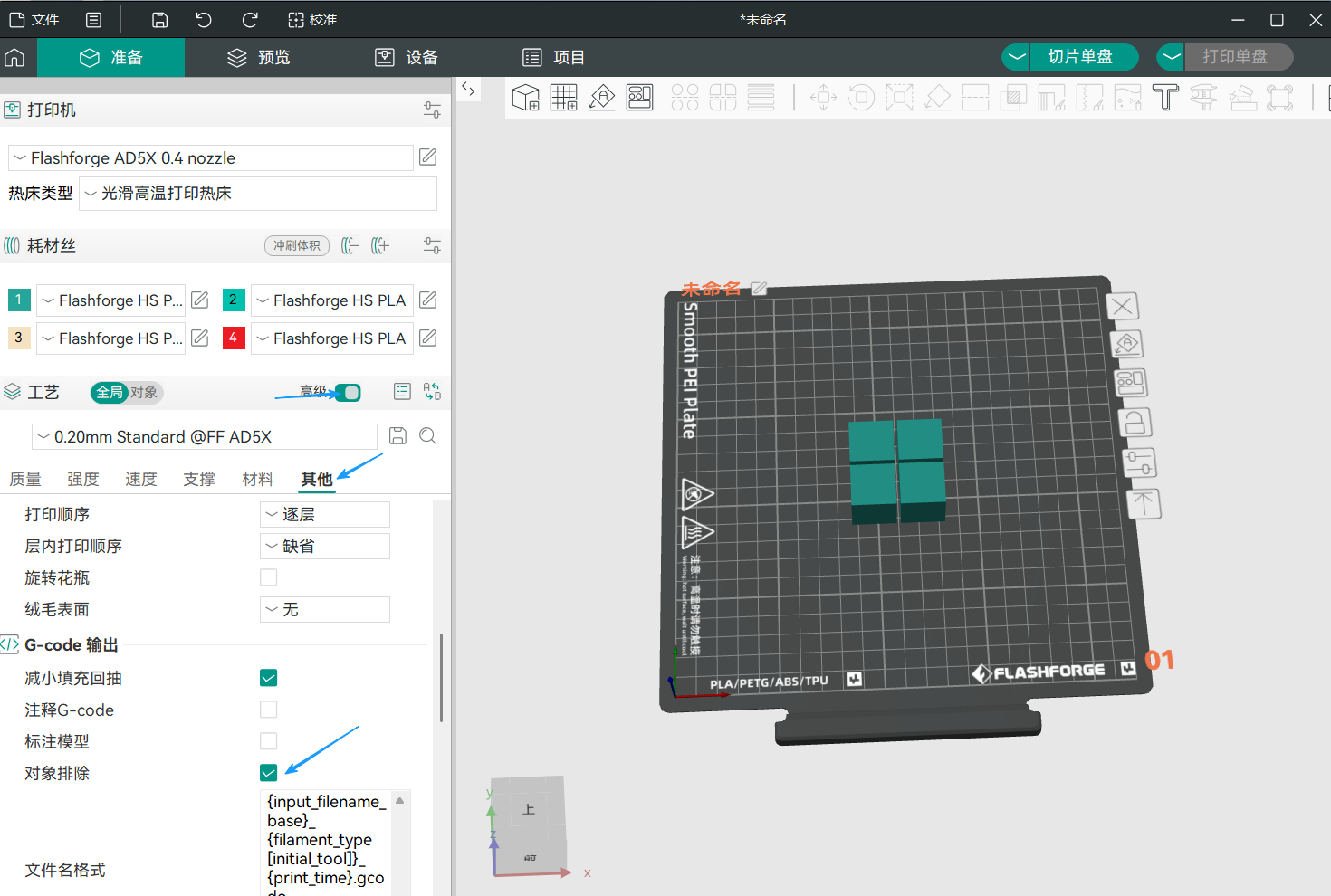
1. 首先,在”工艺“栏中启用“高级”选项。然后,在”其他“页面中勾选“对象排除”选项。
2. 切片和打印
打印设置
¶ 1. 打印开始后, 零件跳过[ ] 键将出现在屏幕上. 根据需要单击它。
] 键将出现在屏幕上. 根据需要单击它。

¶ 2. 点击 [ ] 进入“对象排除”界面,请参考以下图片所示的操作步骤:
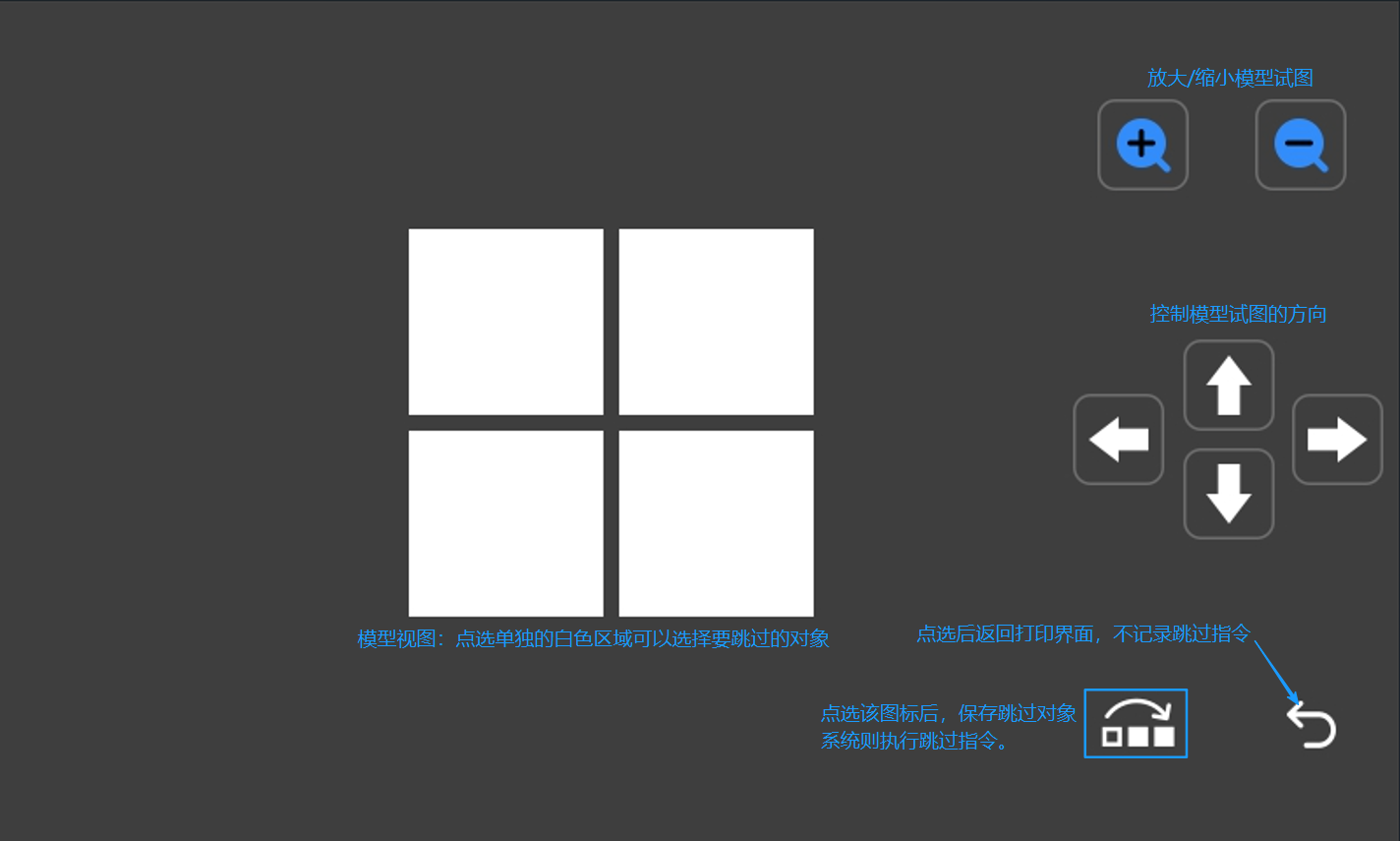
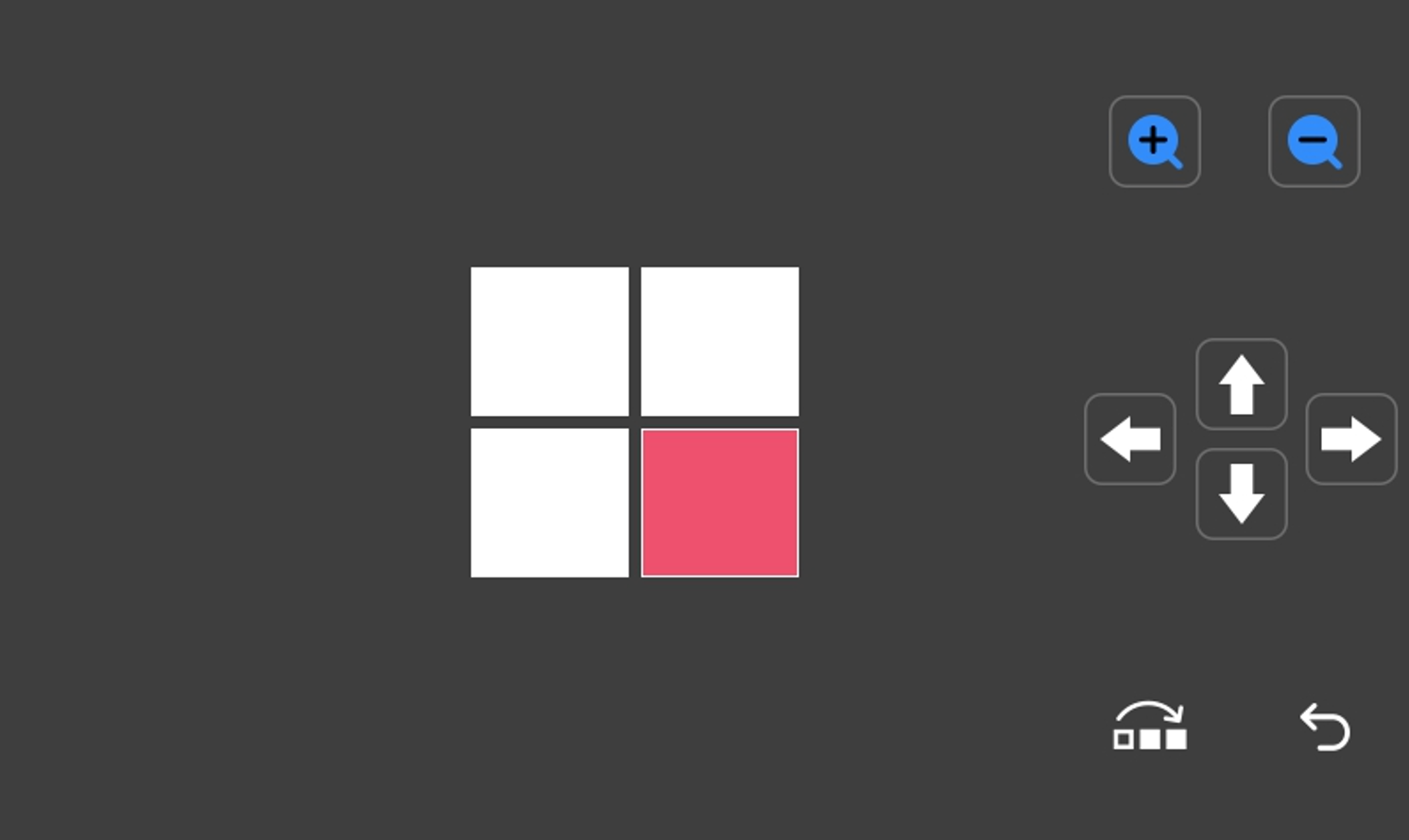
¶ 3. 选择要取消打印的模型。
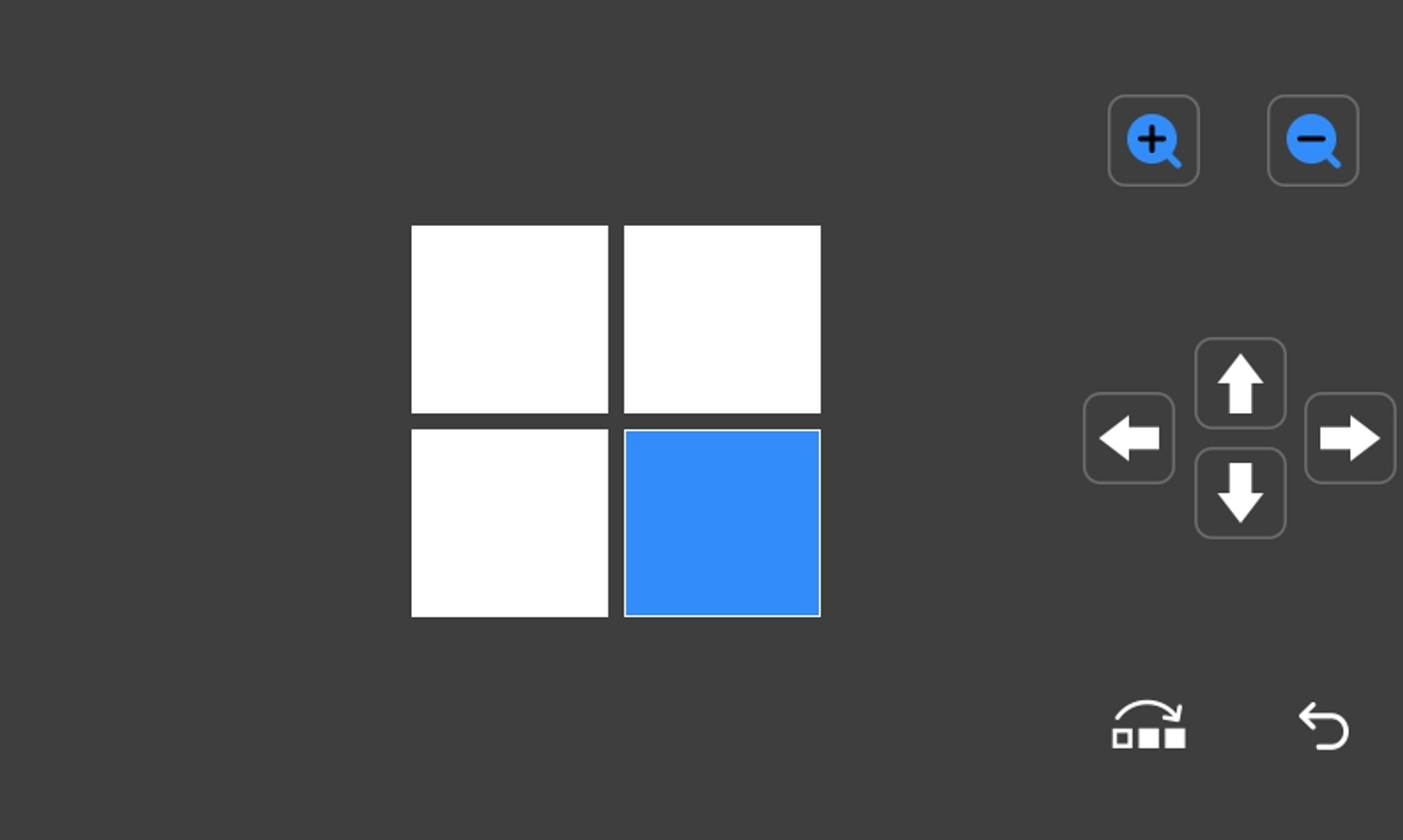
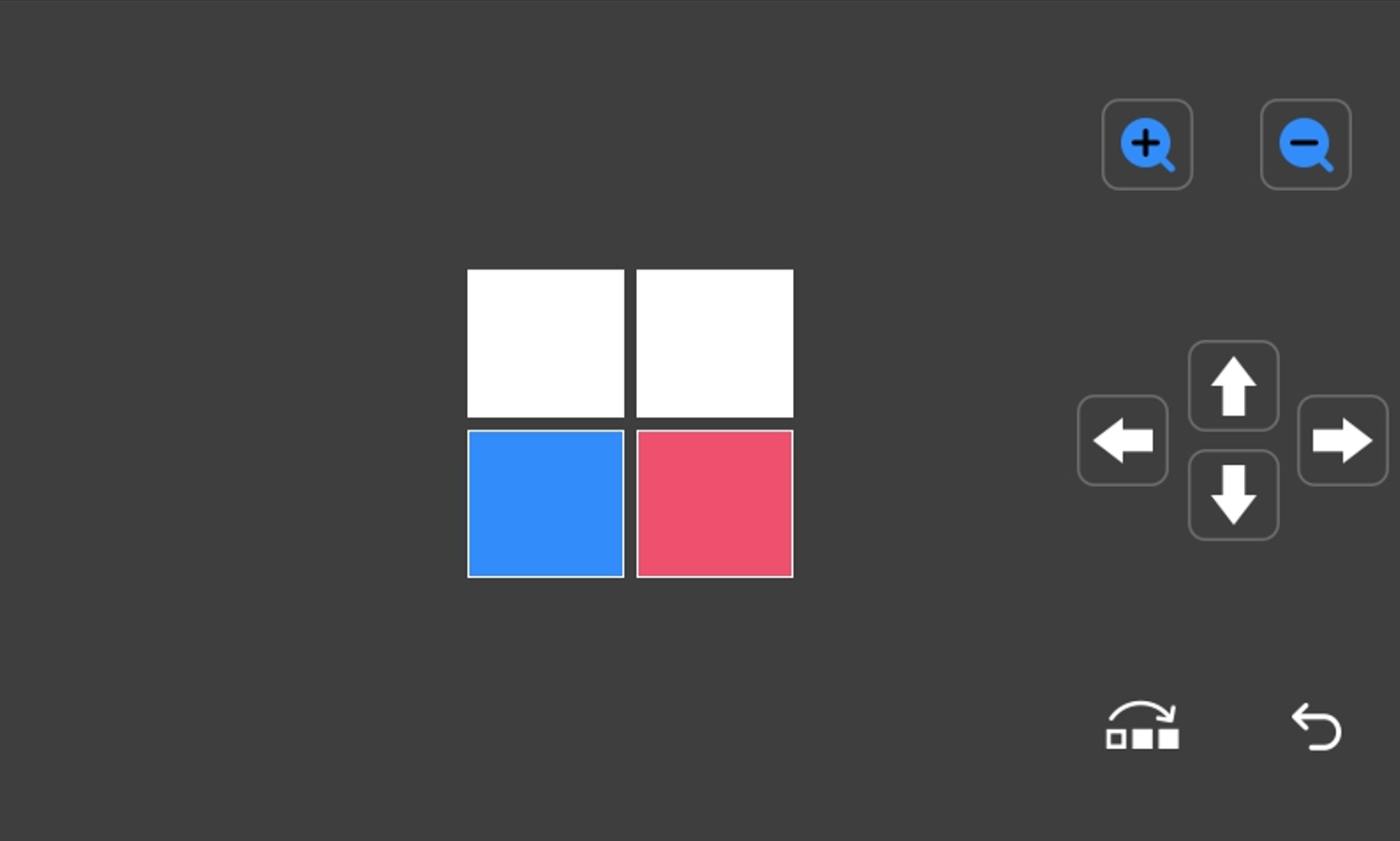
a. 选择模型视图,点击要排除的模型,那么所选图形块将会以蓝色显示出来。 点击 [![]() ], 这个功能将会生效。
], 这个功能将会生效。
b. 如果在选择模型时点击了错误的区域,您可以再次点击 [![]() ]重新设置。
]重新设置。
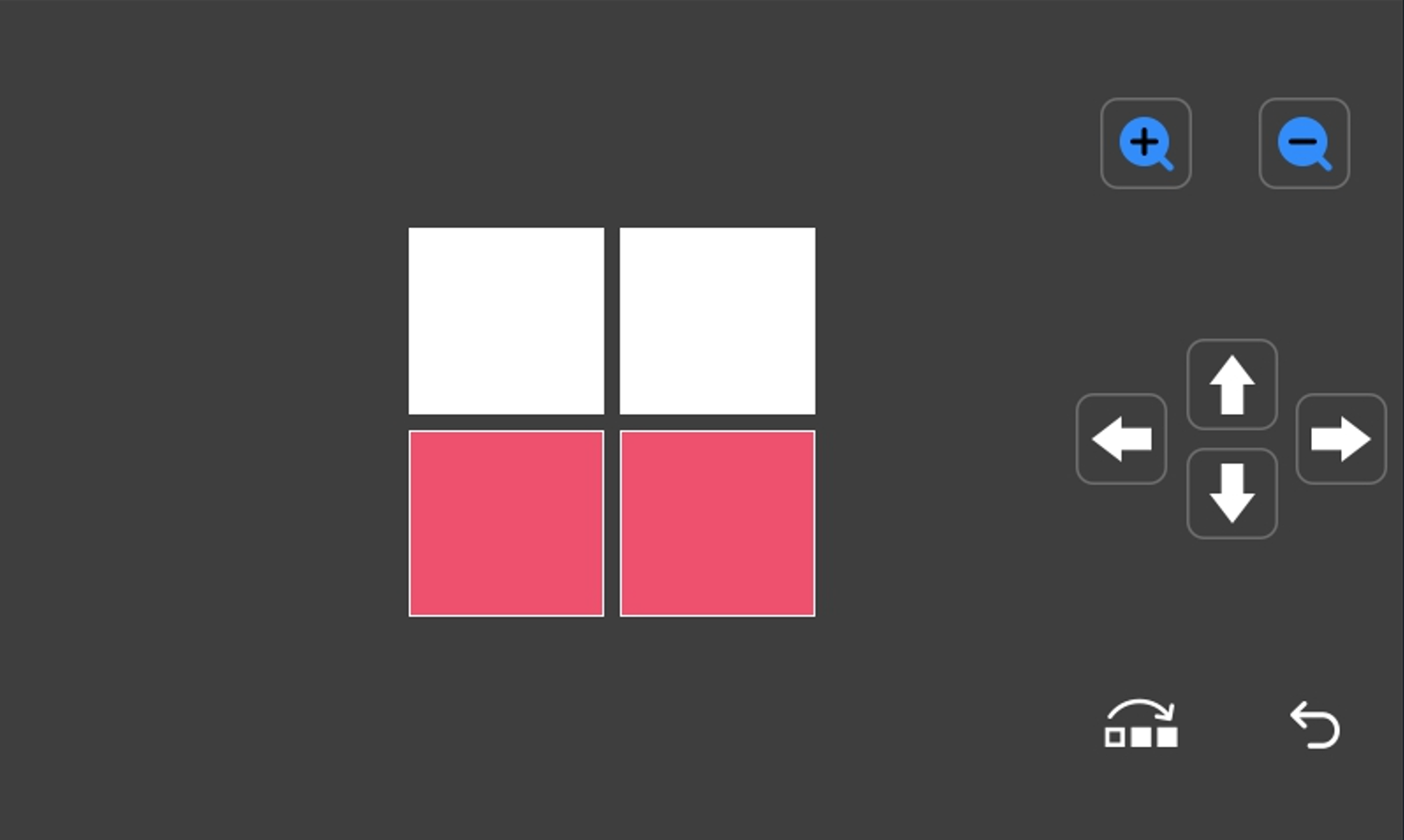
c. 成功保存后,被排除的区域将会以红色显示。
¶ 4. 若要选择打印时的其他模型,请重复上述步骤。
¶ 5. 启用“零件跳过”功能后打印结果: