¶ Q1.如何清理喷嘴?
方法1:
a) 点选 [加载]并将喷嘴加热至所用耗材的打印温度。

b)待加温完成,拔出导丝管,查看丝料是否弯折,丝料头部是否平整?
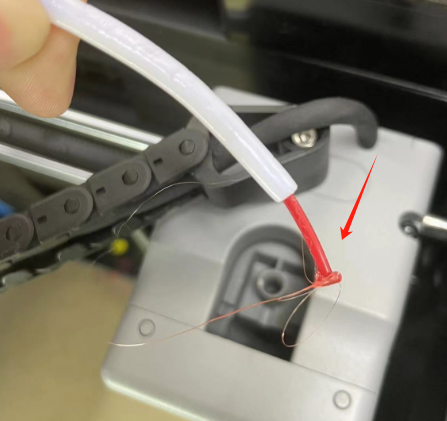
c) 。若不是,剪平整后将导丝管与丝料装入喷头,再点击进丝查看。。
方法2: 如果方法1无效,就使用疏通针工具。

方法3: 若使用通针通丝仍无法解决堵头问题,请更换喷嘴。

¶ Q2.如何更换喷嘴?
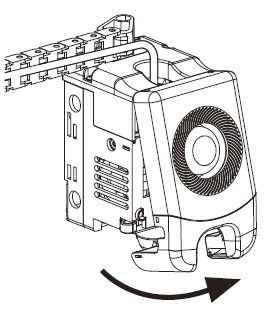
更换喷嘴前请先关机断电,请勿带电操作 !
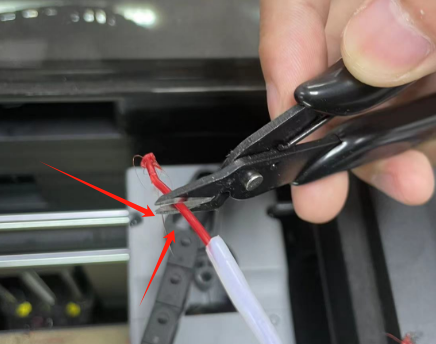
拔出导丝管,剪断丝料。

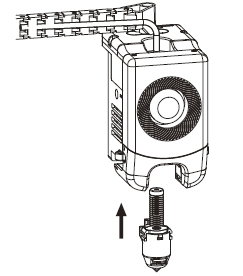
同时. 按压住左右扣,同时拔出喷嘴,沿喷嘴顶部剪平丝料。

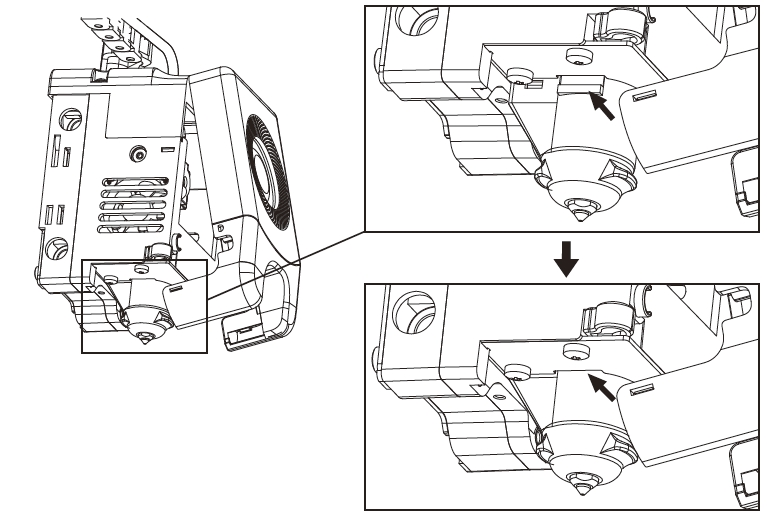
将新的喷嘴插入挤出机中,您会听到“咔哒”一声,这表示喷嘴的位置已经改变。请确保喷嘴槽与挤出机底部齐平。注意:如果无法将喷嘴对齐,可以在安装时按压卡扣,或者在挤出机的前盖上取下前盖(用手握住前盖的下部并稍微向上提起)来检查位置。
 |
 |
喷头装配是否到位的判断如下:
1. 安装必须用力将喷嘴按压到底;
2. 检查是否安装到位:
a. 检查左右红色卡扣位置。
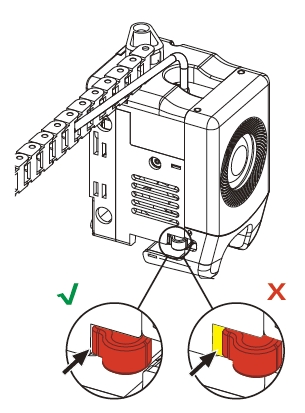
b. 检查喷嘴卡槽位与喷头下部是否齐平(如视线有遮挡,可取下喷头前罩观察)。
3. 重新通电,点击 [![]() ] 进入进丝页面,根据屏幕提示完成进丝操作(见4.1.1),丝料顺利吐出,即喷嘴更换成功。
] 进入进丝页面,根据屏幕提示完成进丝操作(见4.1.1),丝料顺利吐出,即喷嘴更换成功。
¶ Q3.更换喷嘴后需要调平校准吗?
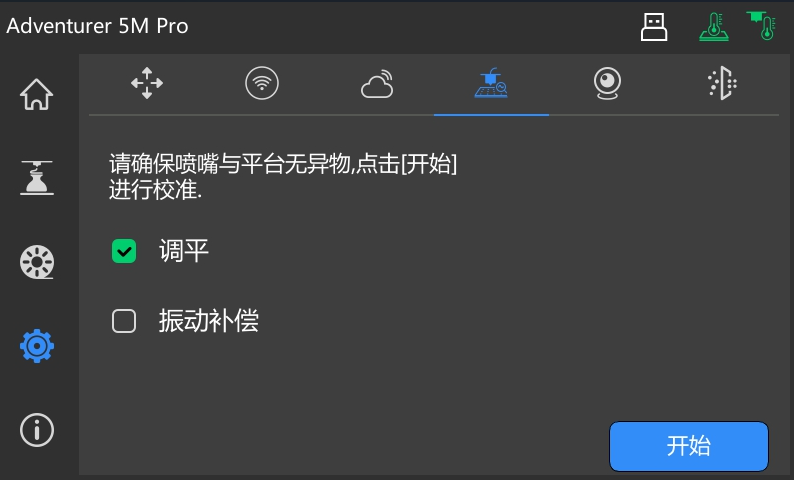
需要执行自动调平。喷头安装可能会产生微小误差,为保证打印质量,建议进行调平校准。设备每次
打印前默认勾选调平操作。
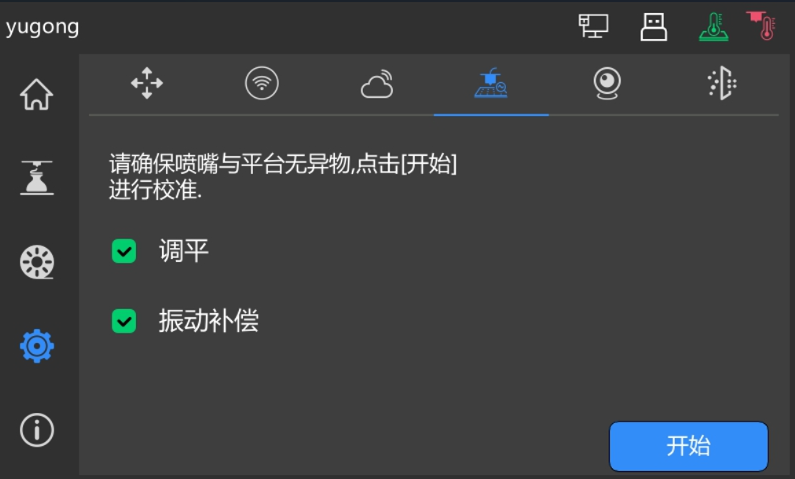
此外,在更换喷嘴后,必须完成这三项校准工作:
- 调平: 执行25点网格调平。
- 振动测试: 执行输入整形以校准振动补偿性能。
- PID 校准: 对喷嘴加热性能进行PID设置,使加热更加准确。
注意:PID 校准操作与 5M Pro的温度校准操作完全相同。
¶ Q4.点击打印模型,喷头运动,但打印一开始就没有出丝怎么办?
1.观察导丝管,确认丝料是否已进入喷头,若无,请再点击进丝按钮,直至丝料从喷头中吐出。
2.查看喷头是否堵头,若是,解决方案请查看Q1。
¶ Q5.打印时发现喷嘴与平台相对位置过高(远离平台)或过低(顶到平台)怎么办?如何调平?
请先确认打印平台是否安装到位以及喷嘴上是否有过多残料,若存在以上问题请先处理上述问题,然后
进入设置页面,选择调平选项,执行自动调平或开启打印前自动调平。
¶ Q6.可以使用其他品牌的丝料吗?
Y可以使用其他品牌丝料,但由于不同材料参数温度略有区别,需要经过参数调整配置。
¶ Q7.ABS材料打印安全吗?
ABS在加热过程中会释放有毒气体。如条件允许,建议将设备置放在开阔环境下打印。儿童活动场所
建议打印PLA无毒材料。
¶ Q8.打印模型发生翘边或粘不牢现象怎么办?
方案1:增加平台温度可有效缓解此问题,高温可增加平台与模型的粘附力。
方案2:模型切片时选择添加帽檐(birm)可有效缓解此问题。
方案3:涂抹胶水。
方案4:清洗平台板,去除油污。
方案5:确认平台是否放平。可使用调平校准功能。
¶ Q9.插入U盘后找不到打印文件,屏幕显示全为文件夹怎么办?
U盘格式不正确,设备支持FAT32格式的文件系统,请将U盘格式化成FAT32格式。.
¶ Q10.Wi-Fi连接不上怎么办?
1/. 请检查Wi-Fi名称是否含有特殊字符,如果有,请修改之后再次尝试。
2/. 请检查密码是否含有特殊字符,如果有,请修改之后再次尝试。
¶ Q11.更新固件注意事项。
请不要在下载或更新固件时断电断网,防止更新失败
¶ Q12.为什么开机屏幕白屏?
如果听到开机声音,请更换屏幕或者排线;否则请联系售后人员。
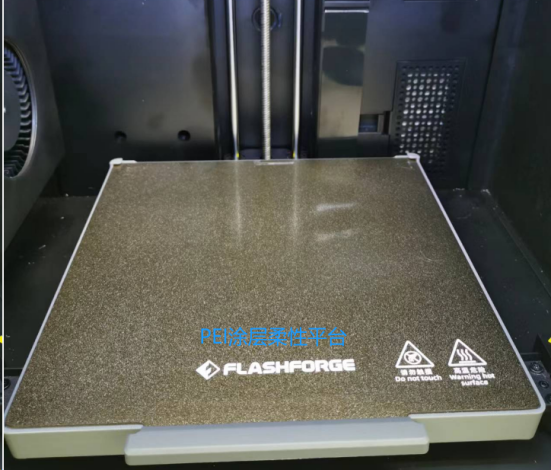
¶ Q13.冒险家 5M系列PEI涂层柔性平台更换成PEI光面柔性平台后首层打印过挤
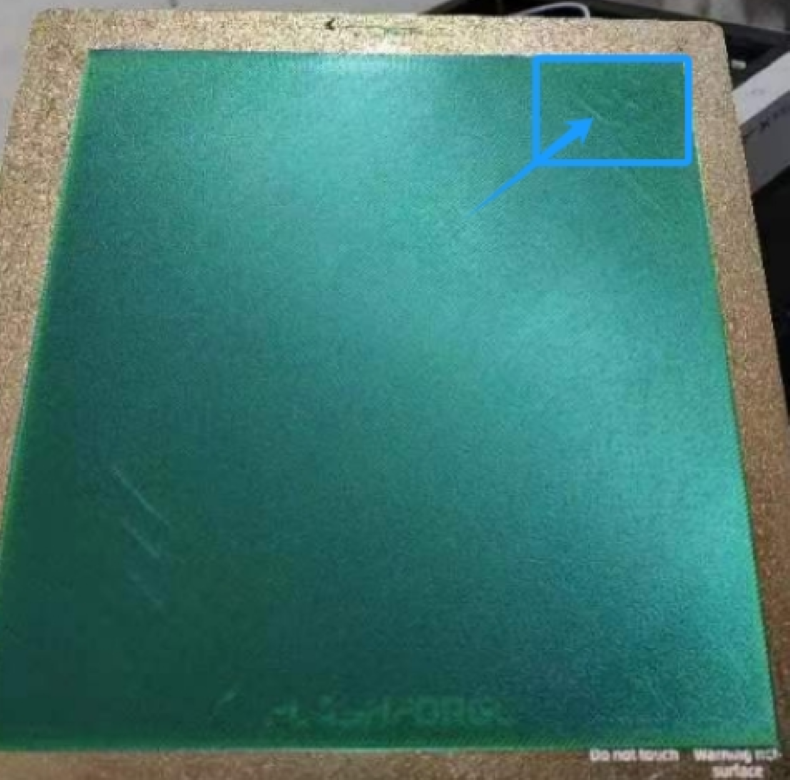
问题描述:用户从PEI涂层柔性平台更换为PEI光面柔性平台后,执行完自动调平,打印首层变的过挤了,不良状况如下图:
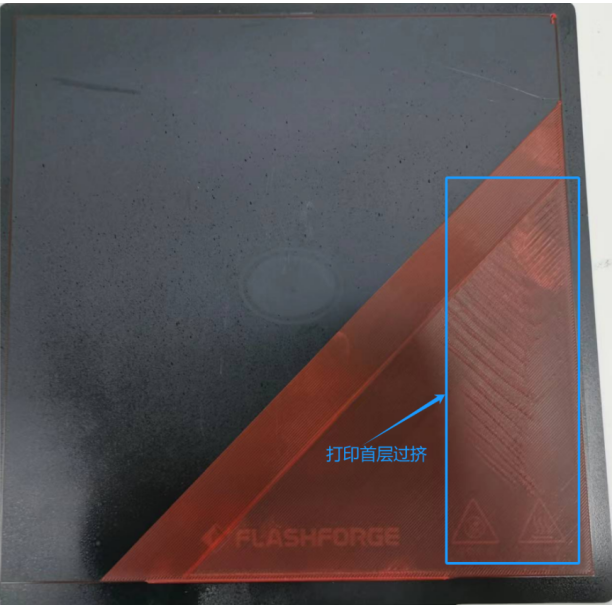
原因说明:在所有设置不变的情况下,PEI涂层柔性平台表面布满凹凸,打印时多余的丝料会被凹坑吸收。而PEI光面柔性平台表面光滑,打印时多余的丝料被打印头挤压后就会溢出,表现为过挤现象。
 |
 |
处理步骤如下:
1.更换成PEI光面柔性平台后,进入系统设置进行自动调平;
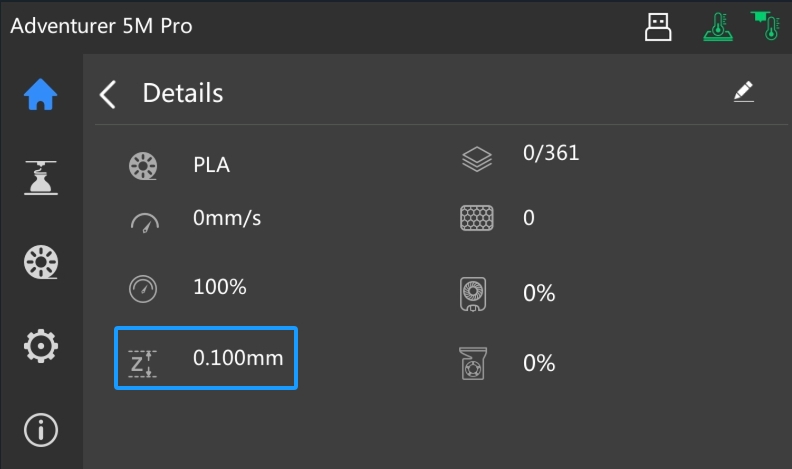
2.执行完自动调平后,在开始打印前将Zoffset微调成0.1mm,并保存,然后便可正常打。
Z轴偏移量调整参照Q14。
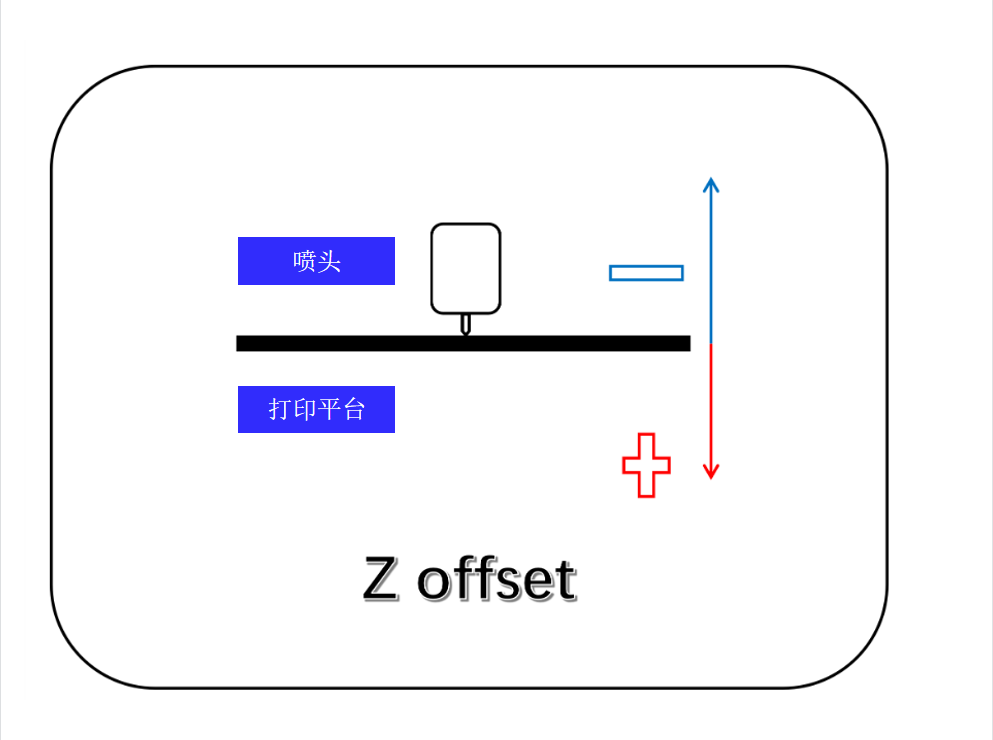
¶ Q14.Z offset是什么参数? 怎样调整?
Z轴偏移量是相对于喷嘴高度的调整后的距离,该数值的正负值表示其方向是遵循正常的远离打印头方向还是逼近打印头的方向。
正的 Z 偏移值会使平台下降(远离喷头),而负的 Z 偏移值则会使平台上升(靠近喷头)。
打印机准备工作完成后,在预热过程界面点选如下图示图标:
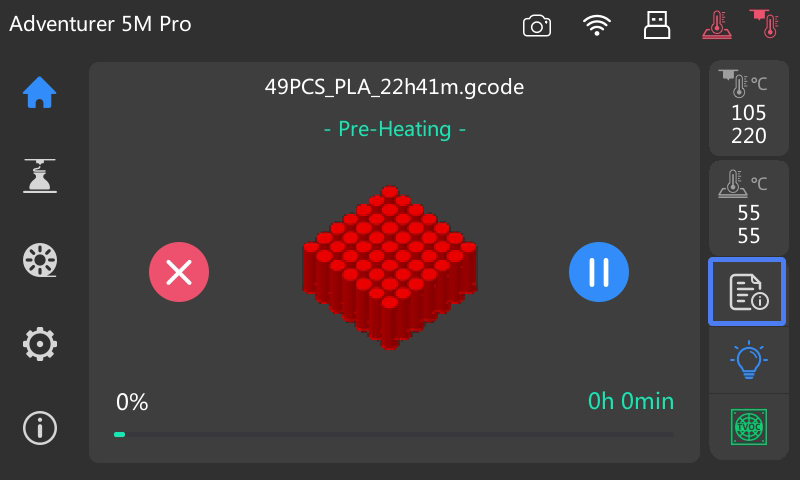
然后点选右上角的笔形图标 [![]() ]进入修改界面;
]进入修改界面;
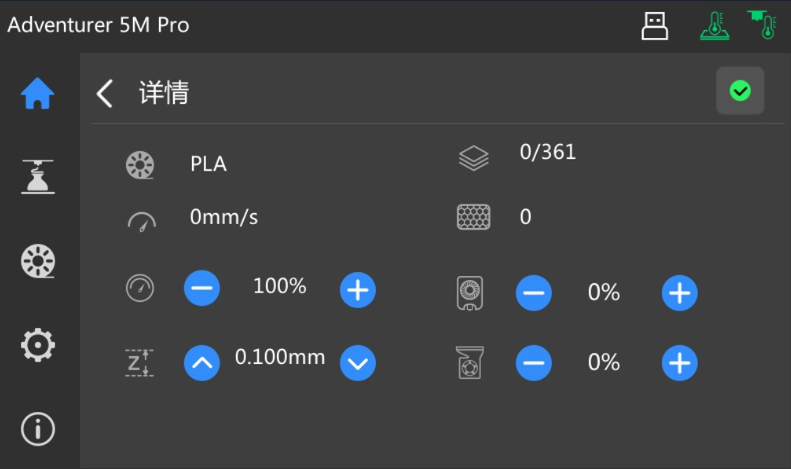
修改完成后,点选图标[![]() ] 完成修改如下图。
] 完成修改如下图。

¶ Q15.更换冒险家 5M系列上的平台塑胶保护套
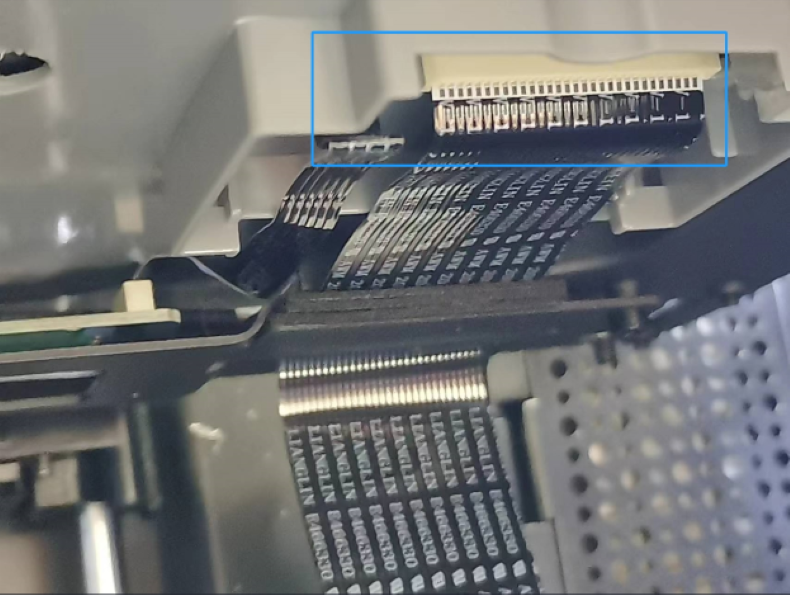
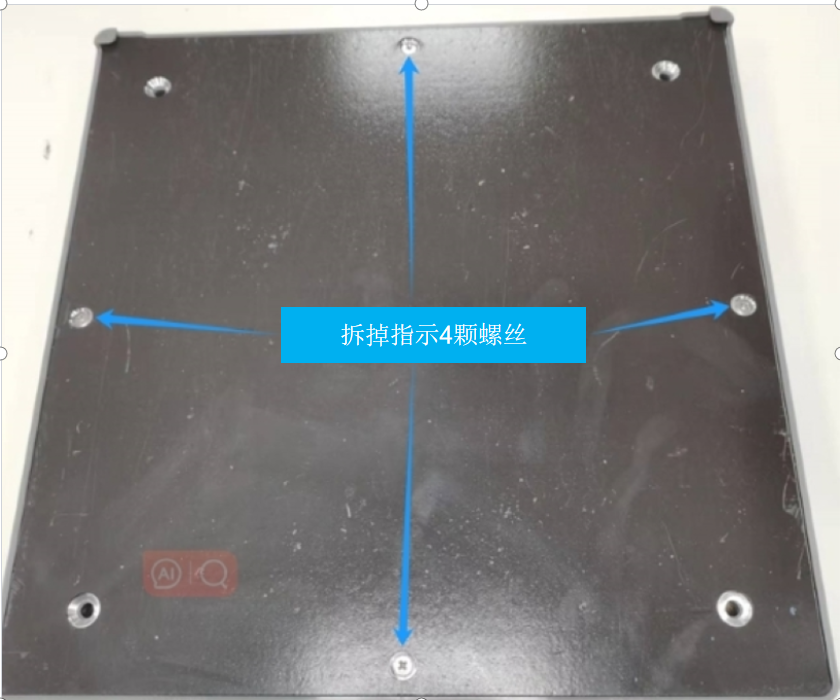
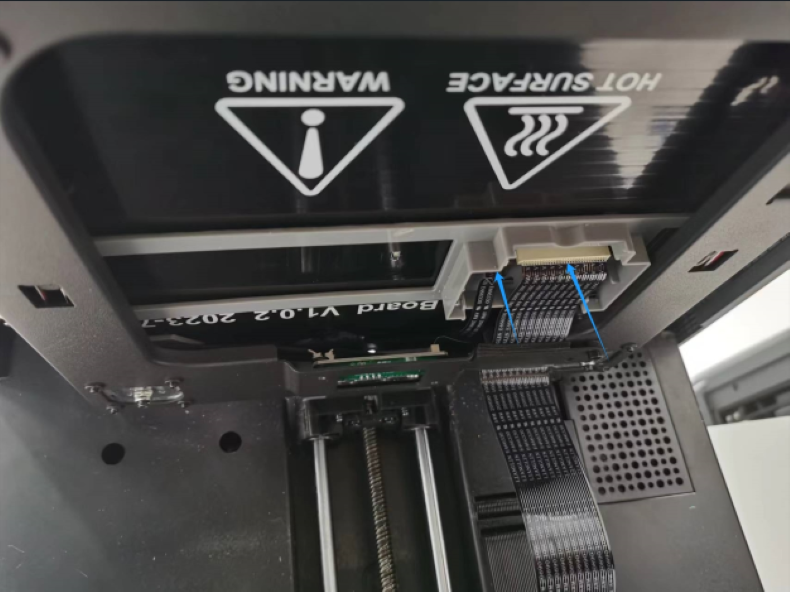
步骤一:将平台升到可以操作的高度,关机。将黑色压板拿下来,然后把平台底部图示的两根排线拔下来;
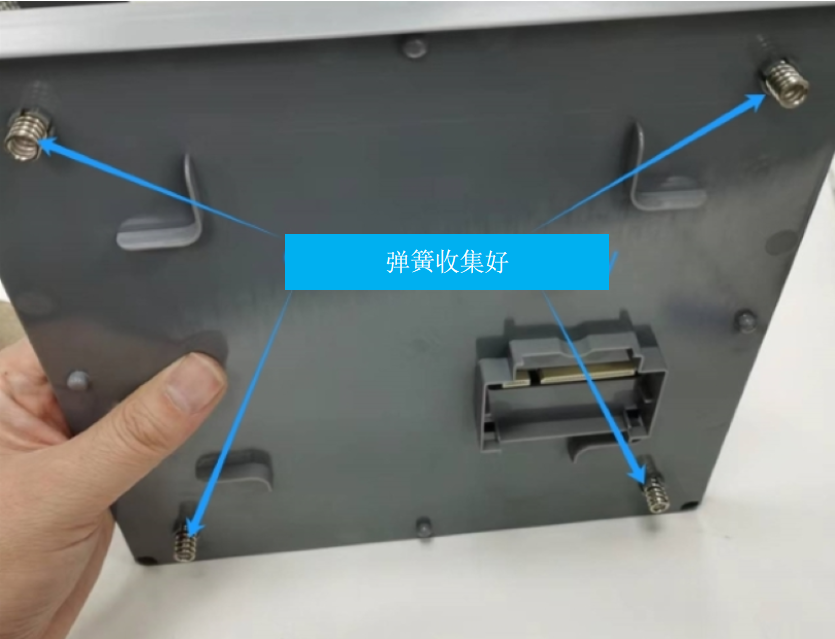
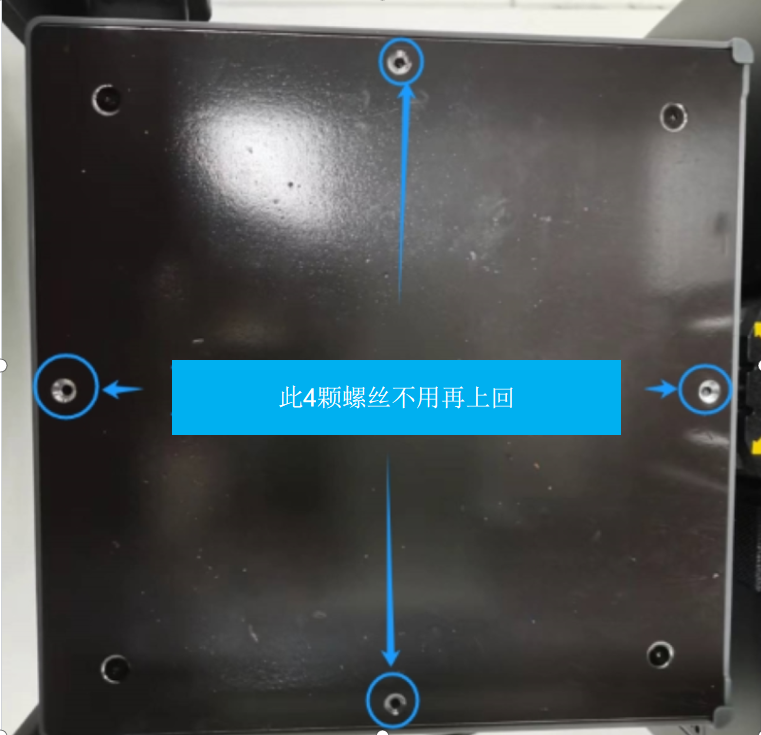
步骤二:拿掉柔性平台。将平台底下的四个螺母拧下来;
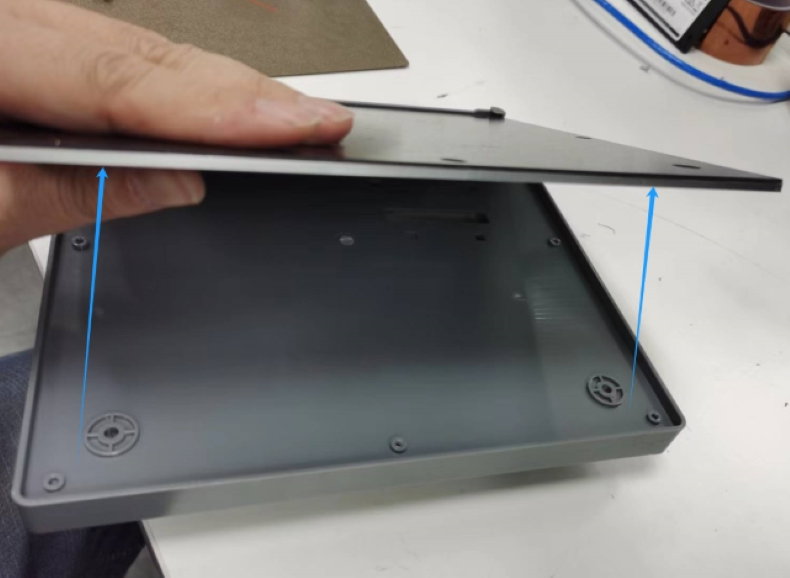
将加热板和塑料护套一起拿下来,并把松下来的螺丝和螺母等收集好;
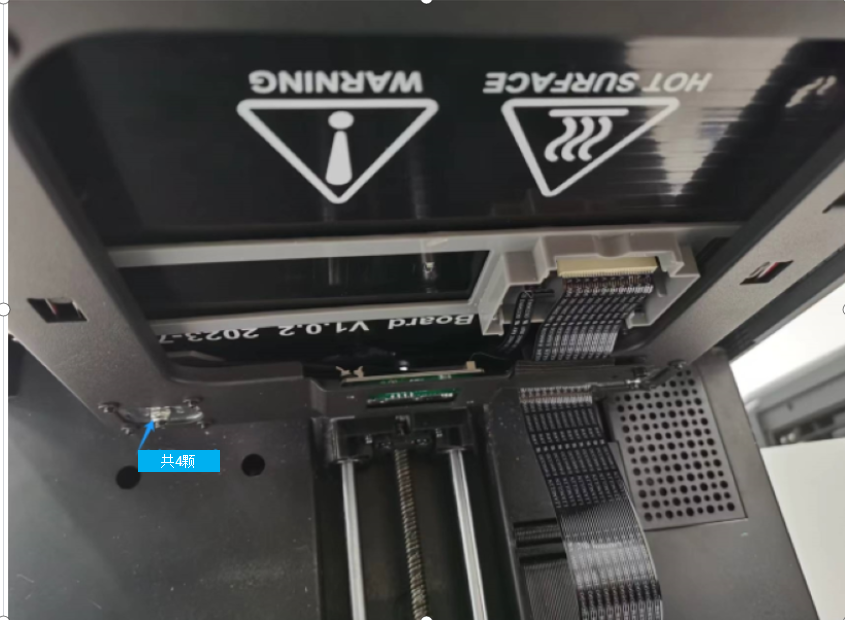
步骤四:拧下固定加热板的四颗螺丝,然后把加热板从塑胶护套上拿下来;
 |
 |
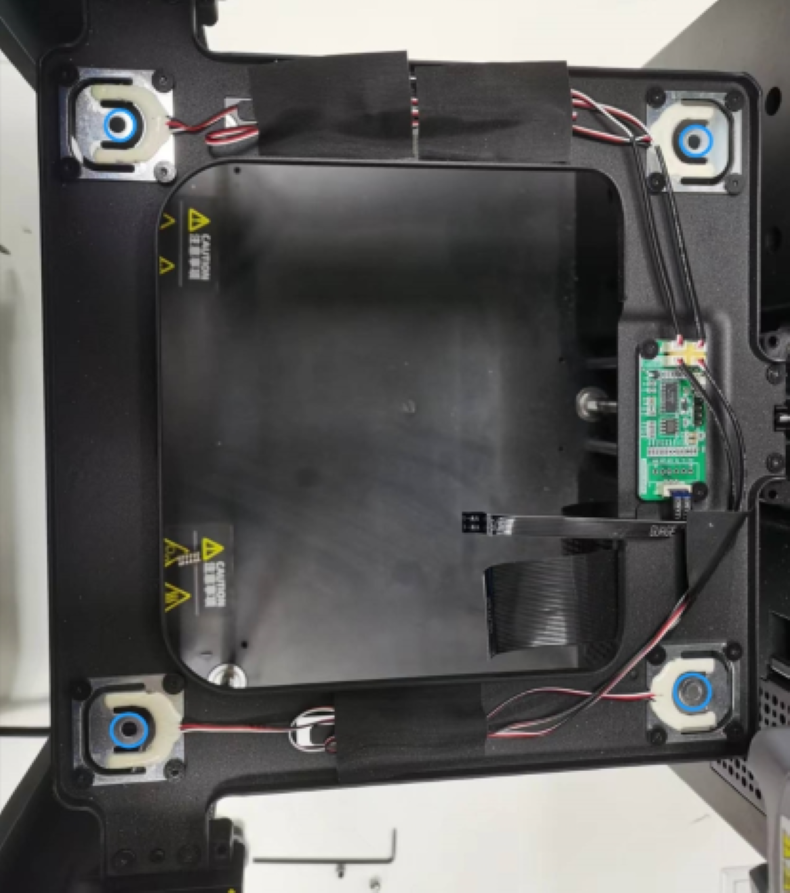
步骤五:将加热铝板套到优化的护套内,并将弹簧卡在护套的安装位置;

步骤六:将装好的加热板和护套组件放到平台板上,注意螺丝须穿过电子秤的孔;
 |
 |
步骤七:四颗螺丝全部放好后,前后左右可以晃一晃,确保弹簧垂直在每个电子秤上,确保加热板放平。然后将螺母拧上。四颗螺母露出螺栓牙均为3牙即可。如下图:

步骤八:插上大小排线,并将护盖装上。
步骤九:开机,进行系统调平。
步骤十.调平完后,建议打印一个0.2mm层厚的全幅面来确认首层的平面度。如下打印为例,右上角有些过松,请顺时针调整螺母半圈左右。
注意:在打印前预热阶段,请确认Z offset微调是否为零,如果不是零,建议先调成0.
 |
 |
|
步骤十一,微调后打印效果满意后,便可打印自己的模型了。

注意: 如果打印过程中,发现整个面都偏松或者偏紧,可以通过调整Z offset进行补偿。.
¶ Q16.查看冒险家 5M系列产品序列号
查看AD5M产品序列号有以下两种方式:
方法一 查看铭牌标签
当售后人员索取产品序列号时,可以拍摄机器后面的名牌标签给到售后。序列号位置见下图蓝色标记。

方法二 进入设备信息页面查看
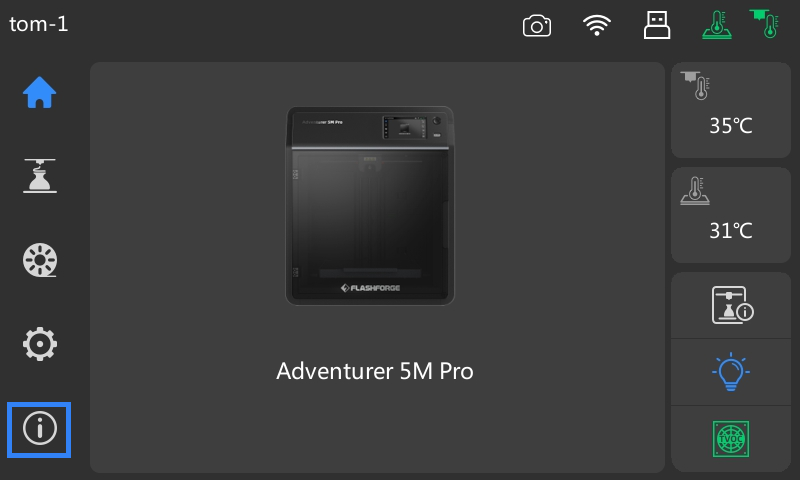
1. 在主界面点击 [![]() ],如下图:
],如下图:
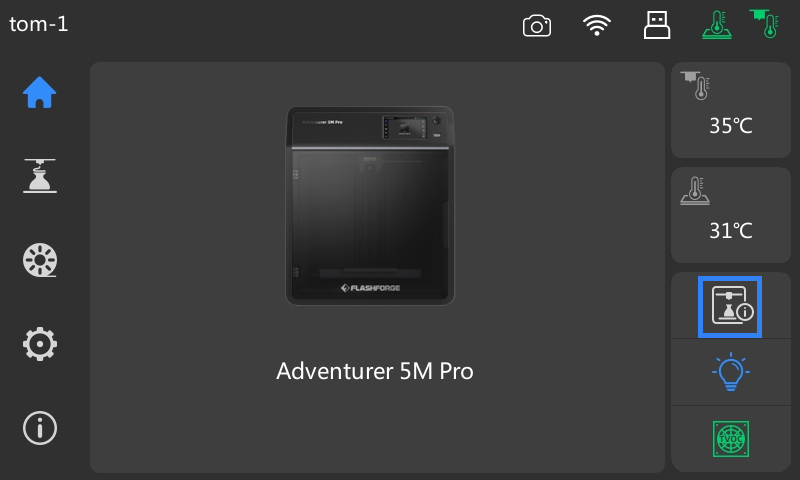
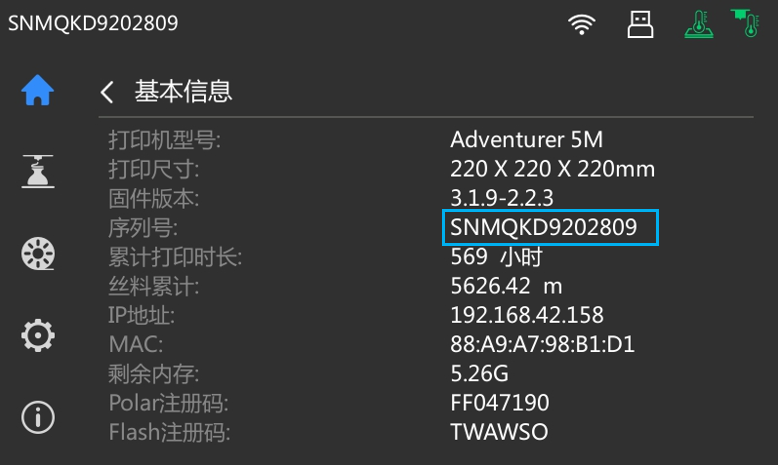
2. 进入信息页面后就可以看机器详细的序列号,如下图蓝色标记。
¶ Q17.冒险家 5M的日志复制
设备出现系统性问题后,售后无法从现象判断导致的问题点。就需要客户提供设备的日志进行查看。复制日志步骤如下:
步骤1 在主界面点击 [![]() ]进入设置界面;
]进入设置界面;
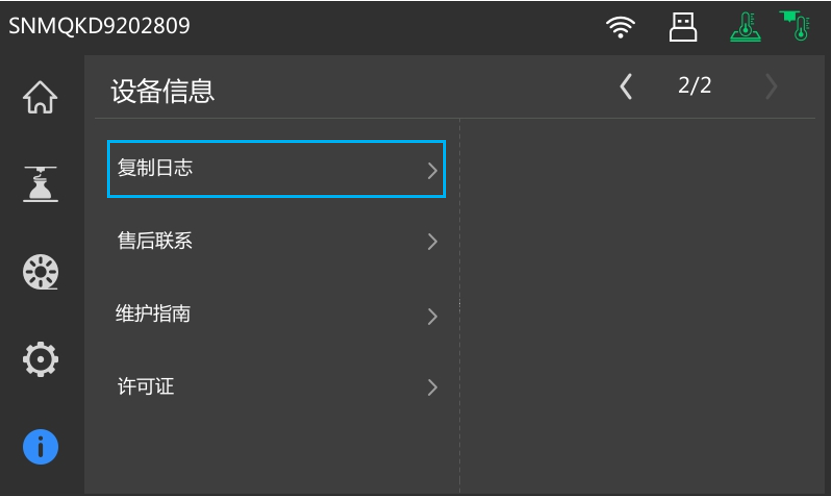
步骤2 进入设置界面后翻到第二页就可以看到[复制日志]菜单;
步骤3 将U盘插到机器上;

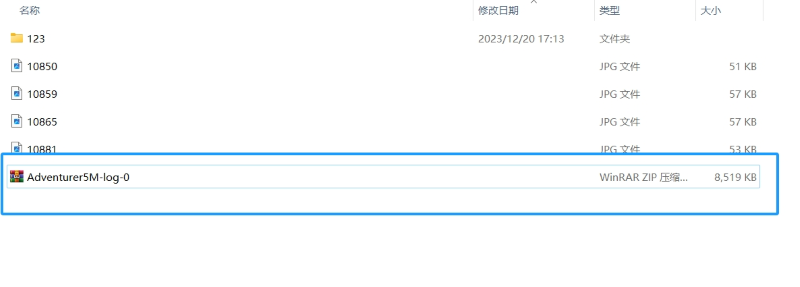
步骤4 点击[复制日志],logs就开始自动复制到U盘,如下图是logs复制过程的界面(日志复制过程请不要拔出U盘,否则将复制失败。)
步骤5 logs复制完成后,会弹出完成提示,此时可以把U盘从打印机上拔出;
步骤6 把log从U盘导出,发给售后人员即可。