¶ 1. Under-extrusion During Printing

Cause 1: Impurities in the filament or mismatch between the model printing temperature and filament temperature
Solution:
- Replace the filament with a new one.
- Set the correct printing temperature based on the recommended temperature indicated on the filament box.
Cause 2: Carbonized filament buildup on the nozzle
Issue: During manual filament feeding, the extruded filament diameter is less than 0.45mm. The normal diameter shall be around 0.5±0.03mm.
Solution: Replace the nozzle.
¶ 2. Layer Lines on 3D Prints

Cause 1: Z-axis movement is not smooth.
Issue: Abnormal noise or jamming during Z-axis up-and-down movement.
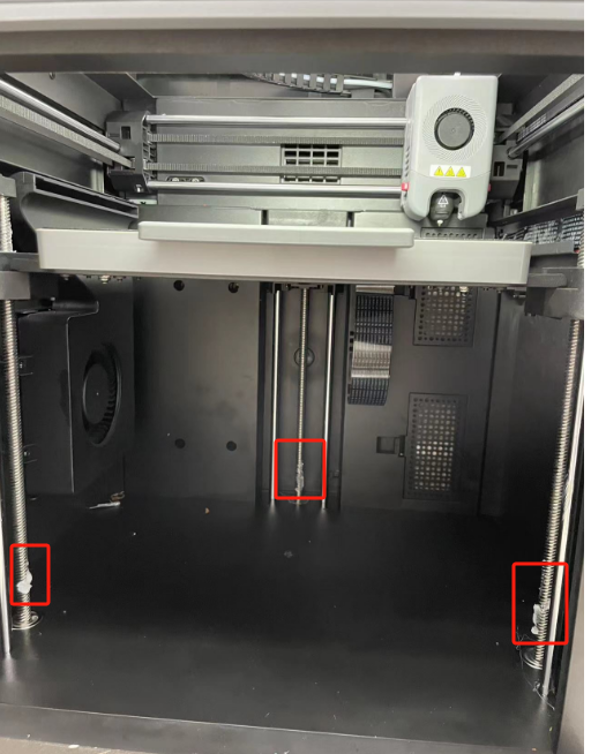
Solution: Apply grease to the Z-axis lead screw.
- Step 1: Open the grease and home XYZ.
 |
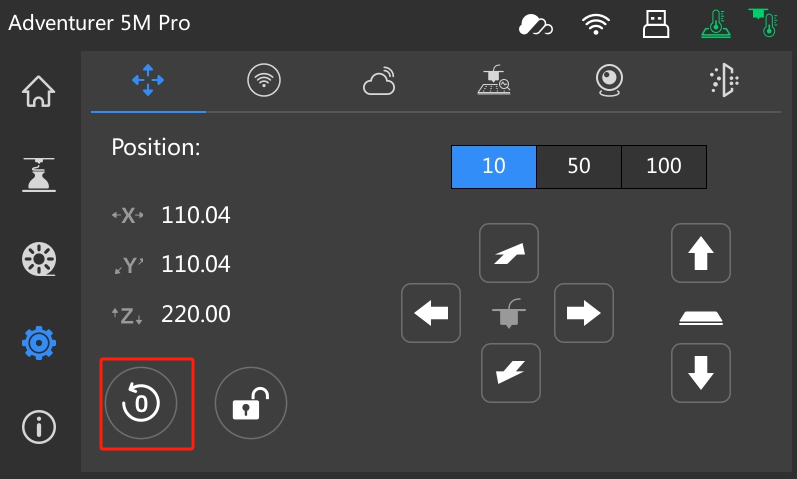 |
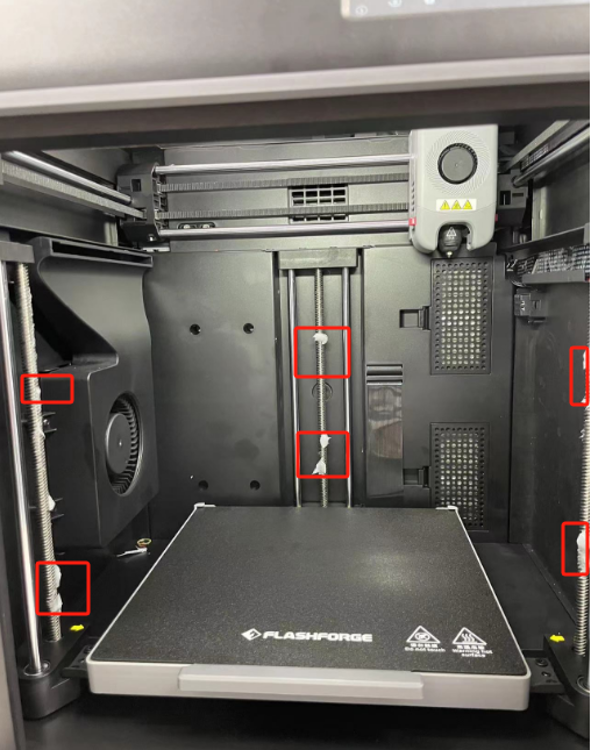
- Step 2: Apply grease to the Z-axis lead screw, ensuring even coverage.
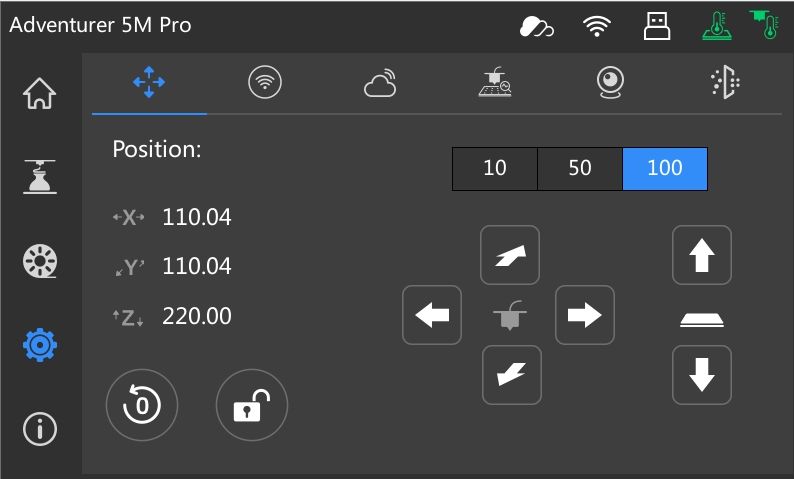
- Step 3: Click to raise the bed (select 100 by clicking twice).
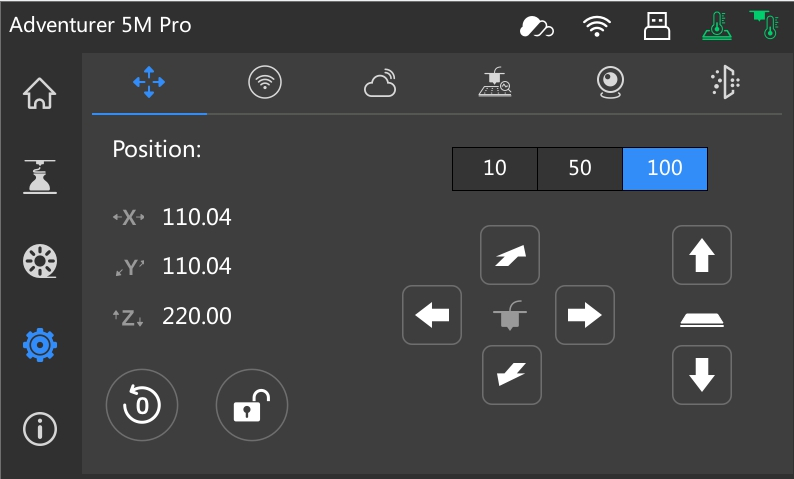
- Step 4: Apply grease under the bed.
- Step 5: Click the homing button to evenly distribute the grease on the entire lead screw. Move up and down several times.
¶ 3. Ghosting & Ringing

Cause1: Insufficient belt tension
Solution 1:
- Step 1: Retighten the belt.
- Step 2: Perform calibration and vibration compensation again.
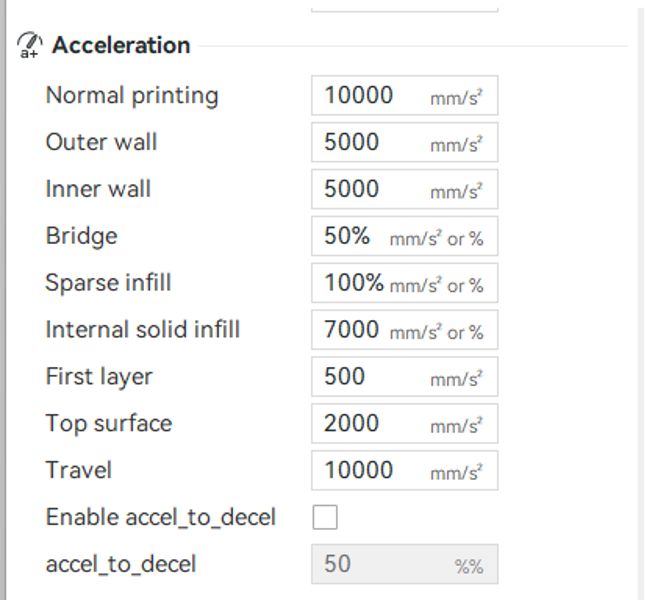
Solution 2:
- Reduce the acceleration using OrcaSlicer via Speed → Acceleration → Normal printing.
¶ 4. Droopy Overhangs
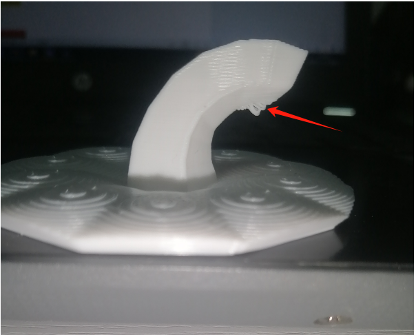
Cause 1: Overhangs at large angles
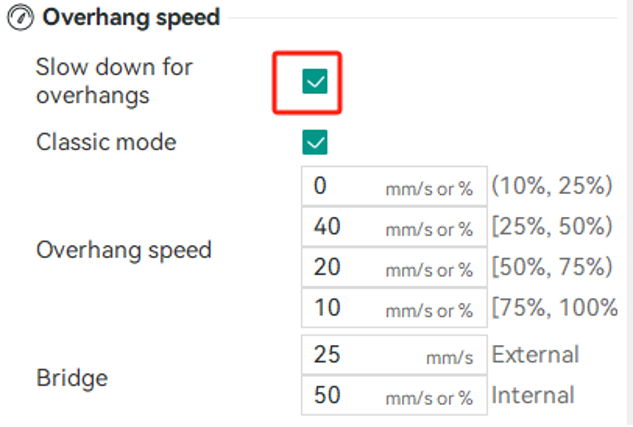
Solution 1: Enable “Slow down for overhangs” in OrcaSlicer.
Solution 2: Add supports for overhangs at an angle greater than 30°.
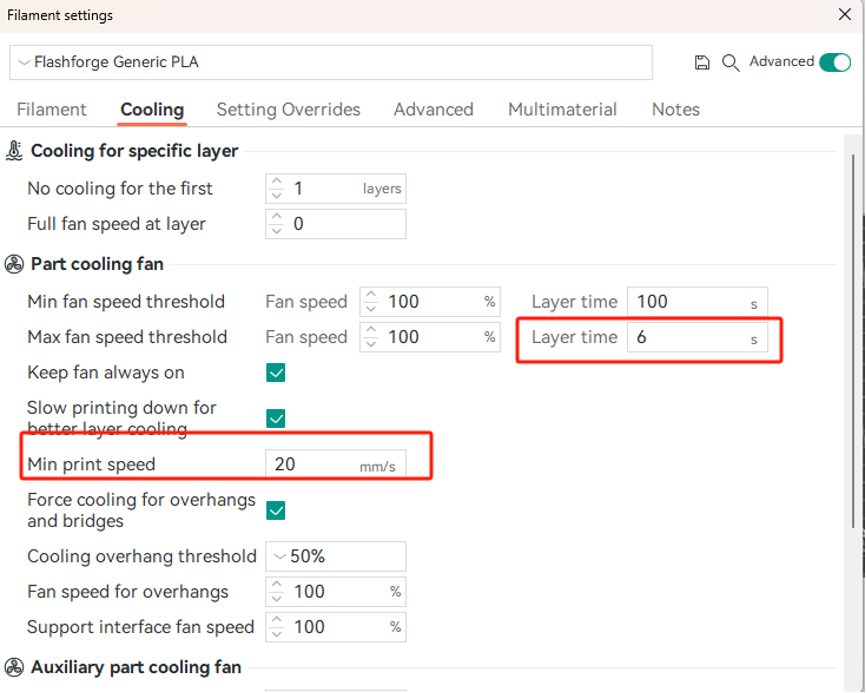
Solution 3: Increase the cooling fan layer time and reduce the minimum print speed in OrcaSlicer.
Cause 2: Malfunctioning cooling fan and auxiliary fan
Solution: Please refer to the video for instructions on [replacing the cooling fan and turbo fan](/en/adventurer-series/maintenance/ad5mseries-replace-the-turbo-fan-and-cooling-fan =650x).
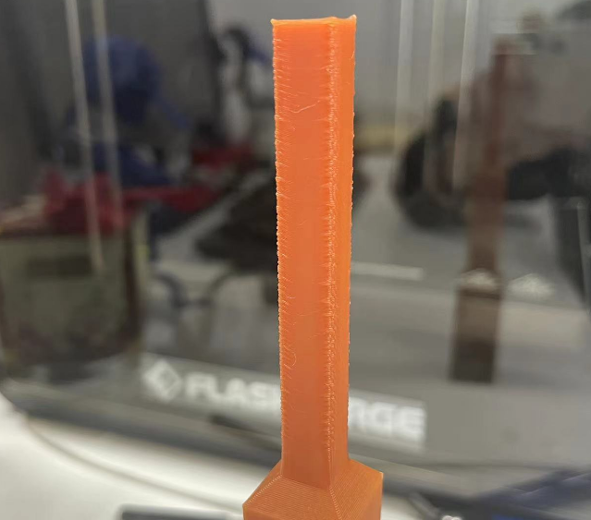
¶ 5. Stringing
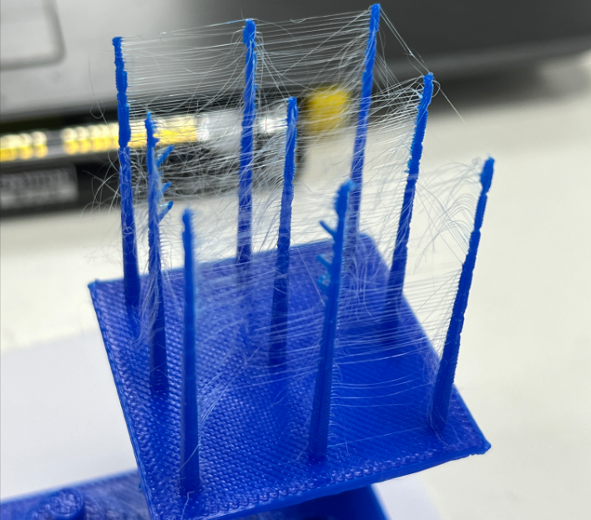
Cause 1: Filament that has absorbed moisture can become brittle and prone to breaking (especially for PLA, PETG, and ABS).
Solution : Dry or replace it with a newly unpacked filament.
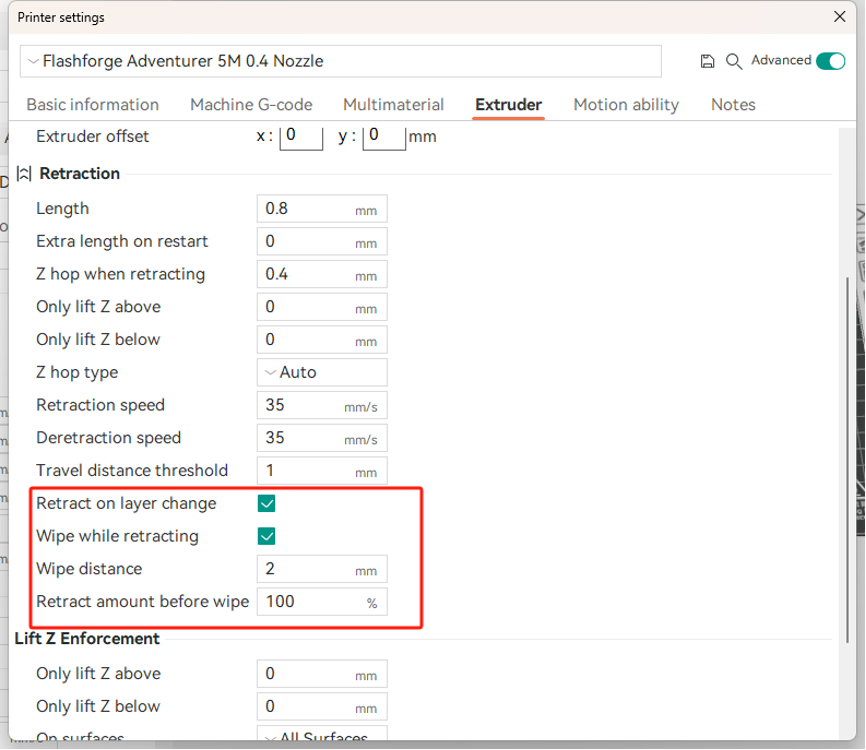
Cause 2: Insufficient retraction
Solution: Use OrcaSlicer to increase the retraction amount and retraction speed appropriately, and enable “Retract on layer change” and “Wipe while retracting”.
Cause 3: Incorrect temperature setting
Solution: Adjust the extruder temperature.
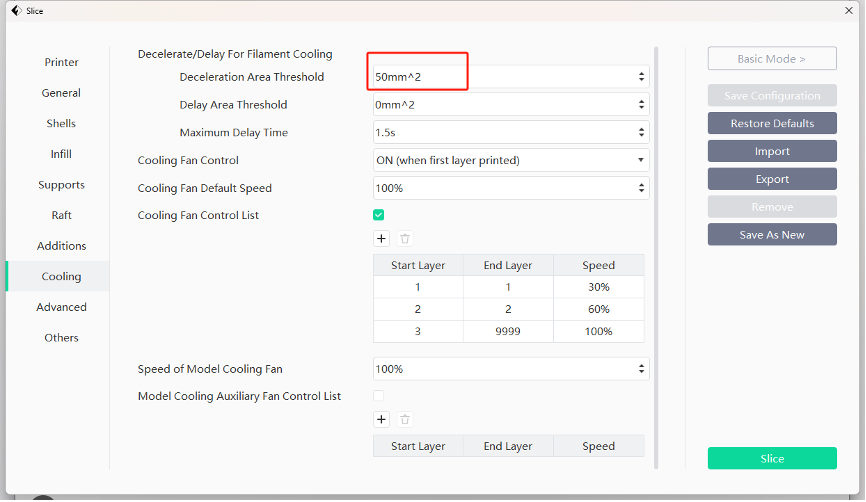
¶ 6. Roughness is Observed in Small Areas When Sliced Using FlashPrint5
Cause: Model printing speed too fast, insufficient cooling
Solution 1: Reduce the print speed in the slicer.
Solution 2: Adjust the “Deceleration Area Threshold” in the slicer to make the printer automatically slow down for smaller areas of the model.